Геометрические и технологические характеристики элементов траектории инструментов.
Детали, обрабатываемые на станках с ЧПУ, можно рассматривать как геометрические объекты. При обработке детали инструмент и заготовка перемещаются относительно друг друга по определенной траектории.
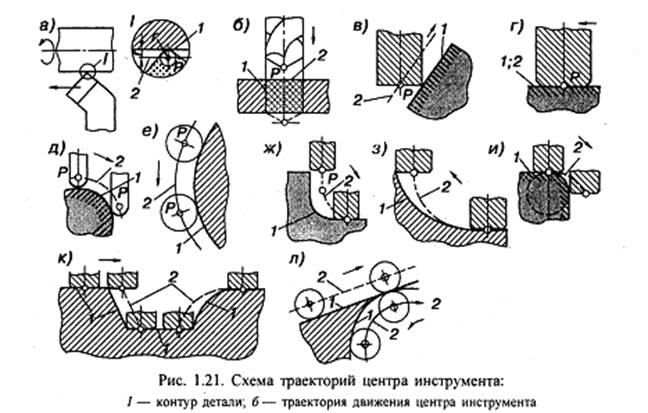
Программа обработки детали задает (описывает) движение определенной точки инструмента — его центра (Р).
Для концевой фрезы со сферическим торцом это центр полусферы, для концевой цилиндрической, сверла, зенкера, развертки — центр основания, для резцов — центр дуги окружности при вершине и т. д. (рис. 1.21).
Относительно контура обрабатываемой детали траектория движения центра инструмента при обработке может располагаться по-разному: совпадать с контуром, быть эквидистантой контуру, изменять положение относительно контура по определенному закону.
· Эквидистанта – это кривая, отстоящая от контура детали на некотором постоянном расстоянии.
Для полной обработки детали траектория движения центра инструмента должна быть непрерывной.
Разработать ее сразу как единое целое практически очень трудно, поскольку в общем случае программируемая траектория является достаточно сложной, определяющей перемещения центра инструмента в пространстве.
В практике программирования траекторию инструмента представляют состоящей из отдельных, последовательно переходящих друг в друга участков, причем эти участки могут быть или участками контура детали, или участками эквидистанты.
Отдельные участки контура детали и эквидистанты называются геометрическими элементами.
К ним относятся отрезки прямых, дуги окружностей, кривые второго и высших порядков.
Точки перехода одного элемента в другой находят как геометрические опорные (узловые) точки.
Эти точки в большинстве случаев являются определяющими при задании положения элементов контура (эквидистанты) в пространстве.
При обработке детали инструмент может перемещаться или в одной плоскости — плоская обработка, при которой используются две управляемые координаты, или иметь сложное перемещение в пространстве — объемная обработка.
Характер траектории обусловлен числом управляемых координат и принципом управления движением рабочего органа станка с ЧПУ (позиционное, контурное, комбинированное).
При позиционной обработке траекторию рассматривают в двух плоскостях:
- в плоскости стола – это путь обхода точек;
- в вертикальной плоскости – это рабочие и холостые перемещения.
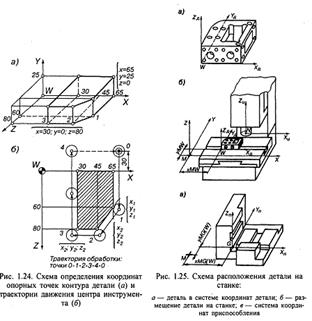
Опорные точки на траектории движения инструмента позволяют представить эту траекторию как определенную последовательность точек, проходимых центром инструмента (рис. 1.22) при обработке детали. Каждая опорная точка в выбранной системе координат может быть определено числами, например, координатами.
Сочетание таких чисел, определяющих ряд последовательных положений инструмента, или, иначе, ряд опорных точек траектории, и будет представлять основную часть программы работы станка, выраженную в числовом виде (рис. 1.24).
Дата добавления: 2016-12-26; просмотров: 3111;