Жаңа машиналарды игеру әдістері
Машиналардың жаңа үлгілерін жасау қажеттілігін шешетін негізгі факторлар:
1. технологиялық процесстердің, машиналардың және агрегаттардың тиімділігін арттыру талаптары (қажеттілігі);
2. жаңа, алдыңғы қатарлы технологиялық процесстерді іске асыру талаптары (қажеттілігі);
3. Ғылыми жаңалықтарды тәжірибеде іске асыру талаптары (қажеттілігі).
Машиналардың тиімділігін және өнімділігін көбейту, мысалы, ұңғыларды бұрғылау кезінде, келесілер көмегімен іске аырылуы мүмкін:
а) қашауға өтуді арттыру және өтудің механикалық жылдамдығын арттыру;
б) ТКО уақыттын азайту;
в) бір рейсте дайындау-аяқтау жұмыстары уақытын азайту;
г) жөндеу және техникалық қызмет көрсетудің уақытын азайту арқасында бұрғылау қондырғының айналымдылығы коэффициентін арттыру;
д) ұңғыны игеру мен сынау кезінде монтаж-демонтаж жұмыстарының, тасымалдау, аяқтау жұмыстарының уақытын азайту.
Жаңа технологиялық процестерді игеру және жаңа ғылыми жаңалықтарды іске асыру айналатын қашаумен тау жынысын бұзу және бұрғыланған жынысты жер бетіне шығарудың дәстүрлі тәсілін ауыстыруға, сонымен қатар ұңғыма оқпанын жасаудың басқа да бір тәсілдеріне, мысалы: а) ұңғыма түбіне қысымы 100 МПа және одан да жоғары сұйықты жіберіп, бұрғыланған жынысты жер бетіне жуу сұйықтығымен шығарудың эжекциялық бұрғылау әдісіне; б) лазермен және басқа да жылу энергиясын сәулелендіргіштері қолданылатын жағу және ізінше ұңғыманы үрлеу әдісіне; в) ұңғыма түбіне депрессия беруге, сонымен қатар ұңғыны бұрғылаудың қолданыстағы айналдыру тәсілінің өнімділігін арттыруға – ауыстыруға бағыталуы мүмкін.
Көп жағдайда жаңа жабдықтар моральдық ескірген жабдықтың орнына жасалады. Мұны Уралмашзавод бұрғылау сораптары өндірісінде байқауға болады. Алғашқы У8-3 сорабының орнына У8-4, содан кейін У8-6, У8-6М, У8-7, және соңғы кезде үш поршеньді НБТ-600, УНБТ-950 шығарыла бастады. Бірақ, бұл жағдайда конструкторлар алдына қойылатын мақсат техникалық параметрлері жоғарырақ, өнімді, яғни бұрғылау жылдамдығын жоғарылататын машиналар шығару. Бұл жағдайда моральды тозған машиналарды алдыңғы қатарлы және тиімді машиналарға ауыстыру тізбегі байқалады.
Машиналардың моральды тозуының екі түрі бар. Бірінші түрде тұтынушының салыстырмалы фондберілісі азаяды, яғни машинаның жасаған жұмыс құнының машинаның өзінің құны мен оны пайдалануға кеткен шығын арасындағы қатынас азаяды. Моральдық тозудың екінші түрі техникалық көрсеткіштері жоғарырақ машинаның пайда болуы. Жаңа өнімді машиналардың пайда болуы машинаның ескі моделін шығаруын тоқтатып, ал барларын метал сынығына тапсыру керектігін білдірмейді. Бірақ бұл оларды шығару программасында және жұмыс мерзімінде есепке алынуы тиіс.
Моральдық және физикалық тозуды пайдалану және шығару сфераларындағы «өмір циклдері» анықтайды.
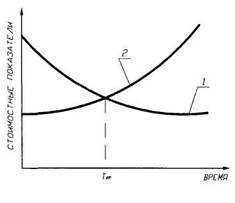
Өндіру сферасында машинаның «өмір циклі» 7.1-суретте көрсетілген қисықтар түрінде болады.
Өндірістің инерттілігі салдарынан сату мен кіріс қисықтарының максимумдары келіспейді.
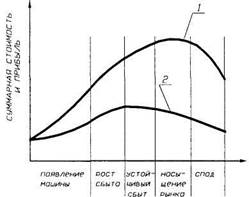
Пайдалану саласындағы машинаның «өмір циклі» 7.2-суретте көрсетілген.
Ткр сәтінен кейін машинаны пайдалану шығындарғаәкеледі. Пайдалану шығындардың көбеюі жөндеу-қалпына келтіру жұмыстарын, тозған бөлшектерді ауыстыруын, жиі реттеулерді қажет ететін машинаның физикалық тозуымен түсіндіріледі.
|
|
|
Жаңа жабдықты шығарудың негізі – оны шығару мүмкіндігін анықтайтын факторлардың болуы. Оған жоғарыда айтылған өмір циклдерінің анализі, патенттер, ойлап табу авторлық куәліктері, ғылыми зерттеулер, конструкторлық игерулер, ұқсас машиналарды пайдалану тәжірибесі т.б. кіреді.
Бұрғылау жабдықтары обылысында жаңа машиналарды шығару жоғарыда айтылып кеткен барлық параметрлер бойынша тиімділігін артттыру мақсатымен параллель жүргізіледі. Мысалы, өнімділігі жоғарырақ қашау, жетегі бар жаңа шығыр, көтергіш бөлігінің тиімділігін арттыратын тәл жүйелерінің тораптары, бұрғылау сораптары, ұршықтар, роторлар, айдау желісінің байлау элементтерінің құрылымдары бір уақытта жасалады, бұрғылау қондырғысын монтаж-демонтаждау, тасымалдау жеңілдетілуі үшін жалпы компоновкасы жақсартылады.
Қазіргі кезде жаңа ерекше бәсекеге жарайтын машинаны шығару үшін 60-қа жуық жаңа әртүрлі идеяларды қарастыру керектігі анықталды. Жаңа идеяларды генерациялау, олардың артықшылықтары мен кемшіліктерін табу, бұларды жарыққа шығару жолдарын табу үшін жаңа идеялардың пайда болу тәсілдерін білген жөн.
Қазіргі уақытта белгілі техникалық шешімдердің әдіс-тәсілдері қалыптандыру дәрежесі бойынша үш топқа бөледі:
1. Қалыптанбаған эвристикалар әдістері – эврисикалар жинағынан тұратын.
2. Жартылай қалыптанбаған эвристикалар әдісі – операциялардың бір бөлігі алгоритмдермен жазылған эвроритмдер.
3. Толық қалыптанған әдіс-тәсілдер – алгоритмдер.
Айтылған топтар бір бірінен құрамына кіретін әдістер санымен ерекшеленеді. Ең үлкен топ – кез-келген техникаға қолданылатын жалпылама әдістері бар, және техникалық жүйе және оның элементтерінің белгілі бір сыныбын қамтитын жеке әдістер.
Толық қалыптанған әдістер ең кіші топты құрайды. Сол әдістердің әрқайсысы техниканың белгілі бір түріне қолдануы мүмкін. Жобалау әдістемесінің дамуына байланысты әдістер бірінші топтан екіншісіне, екінші топтан үшіншісіне өтетінін айтып кеткен жөн.
Автоматтанған жобалау екінші топқа, ал автоматты үшіншіге негізделген.
Эвристикалық тәсілдер – керекті техникалық шешімді алу үшін қолданыстағы техникалық шешімді қалай өзгерту керектігін көрсетеді.
Эврисикалық әдістердің көбі 2 бөлімді қамтиды: біріншісі «не өзгерту керек?» екіншісі «қалай өзгерту керек?» сұрағына жауап береді. Біріншіде бірнеше айнымалы, ал екіншісінде – оларды өзгертудің бірнеше тәсілдері болуы мүмкін. Әдістер бірнеше іздеу қадамдарынан тұрады. Сала аралық қорларда сақталған эвристикалық әдістер (250 тәсілдер) белгілі.
Эвристикалық әдістерді қолдана отырып, техникалық шешімдерді іздеу барысында келесі жұмыстар жасалуы керек:
1) техникалық тапсырмадағы жобалау мақсаттарын біліп, керекті техникалық шешімнің белгілер тізімін құру;
2) белгілі техникалық шешімдерден, белгілер тізімі бойынша ең жақындардың біреуін немесе бірнеше прототипін таңдау керек.
3) прототиптерге анализжүргізіп, керекті шешіммен сәйкес еместіктерін табу;
4) өзгертілуі керек белгілерге сәйкес ортақ немесе жеке қордан жарайтын тәсілді таңдау
Ассоциациялар әдісі. Ассоциация немесе идеялар байланысы – бұл байқау, тыңдау, иіскеу және қол жетерлік басқа тәсілдермен адамның көзіне елестетіп, бір нәрсеге ұқсатып қабылдауынан тұратын құбылыс. Немесе, соған ұқсас, бір идея екіншісінің негізінде пайда болатын идеялар байланысы.
Сынамалар мен қателер әдісі – әртүрлі шешімдер варианттарын кезегімен ұсыну мен қарастыруға негізделген. Егер ұсынылған идея сәтсіз болса, басқа жаңа идея ұсынылады. Идея ұсыну шарттары жоқ, сондықтан мағынасыз идеялар ұсынылуы мүмкін. Сынамалар мен қателіктер эксперименталды және ойша болуы мүмкін.
Бақылау сұрақтар әдісі – бұл әдіс бойынша ойлап табушы біреудің немесе өзінің сұрақтар тізімін қолданылады (мысалы: «нысанды қалай қарапайымдандыруға болады?», «нені үлкейтуге болады?», «нені төңкеруге болады?» т.б.) Бұл әдіс өз-өзіне қайшы: керекті көмекті жіберіп алмау үшін тізім ұзын болуы керек, есепті тезірек шешу үшін тізім қысқа болуы керек.
«Рольге кіру» әдісі (role plaeing) – ақауды іздеу мен анализі кезінде және ерекше қиын проблемаларды шешу үшін қолданылады. Бұл әдісті қолдану кезінде идея іздеп жатқан адам өзін қарастырылып жатқан идея мен құрылғы орнына қойып, бұл жағдайда нені істемеу керегін ойлайды.
Идея диаграммасының негізінде идея генерациялау әдісі – мысалы, (7.3.сурет) теңіз платформарының, ұңғыма сағасына қызмет көрсету су асты аппараттарының диаграммаларын құру, көлік даму диаграммасы негізінде жаңа көлік жүйесін іздеу.
Тәуелсіз айнымалылардың морфологиялық анализі – қойылған мақсат пен шешіліп жатқан проблемамен байланысты.
Бұл айнымалылардың әрқайсысына әртүрлі параметрлер, жүйелер типтері, қасиеттер немесе әдістер қарастырылады, ал бірігіп бұл сипаттамалар кесте немесе матрица құрайды.
Сипаттамалардың әртүрлі жинақтары балама идеялар немесе қойылған мақсатты шешуге арналған шешімдер тудырады. Мысалы, солайша мойынетіректерді таңдайды.
|

| Жүктеме немесе жүктемелер жиынтығы а) радиалды б) өстік в)радиалды +өстік | |||
| Шарикті бірқатарлы радиалды + - - | Шарикті бірқатарлы радиалды тіректі - (+) - (+) + | ................. ................. ................. ................. ................. | Шарикті бірқатарлы тіректі - + - | |
Ми шабуылы әдісі – ұйымдасқан топтың жеке мүшелерінің шығармашылық серіктестіктік жолымен жаңа идеялар табу әдісі.
Ми шабуыл әдісі өткен ғасырдың ортасынла американдык ғалым Алекс Осборнмен игерілген, ол 1953 жылы «Басқарылатын ой: шығармашылық ойлаудың принциптері мен процедуралары» кітабын шығарды. Ми шабуылы бұл кітапта әбір топтың өз интеллектуалдық мүмкіндіктерін қойылған мақсатқа тез жетуге пайдалану әдісі ретінде көрсетілді. Осборн екі фактіні ескере отырып өз әдісін дәлелдеді. Ол біреулер идеяларды жақсы тауып, бірақ сынбағалық талдауды қиын игеретінін, және керісінше біреулер сынбағалық талдауды жақсы игеріп, жаңа идеяларды шығара алмайтынына негіздеді. Бұл процестің негізі идея іздеуді екі кезеңге бөлуде.
|
60-шы жылдардан бастап ми шабуылы өте таралған әдіске айналды және оны General Electric, IBM және басқа да ірі компаниялар қолданды. Қазір ол мемлекеттік құрылымдарда, қоғамдық ұйымдарда тек қана техникалық кана емес, сонымен қатар әкімшілік, экономикалық және әлеуметтік мәселелерді шешуге қолданылады.
Әдістің басты ерекшеклігі мәселені шешуге мәселені шешуге проблеманы жақсы білетін және оларға тікелей қатысы бар 3-тен 12 адамға дейін топ жиналады. Бұл мамандарға проблеманы шешуге бағытталған алдағы жиналыс туралы алдын-ала хабарланады. Бұл оларды іздеуге бағыттайды және адамдар бұл мәселеге басшылықтың қызығушылын көреді. Жұмыс бастардан бұрын топ басшысы проблеманы анық қоюы, проблеманы шешу жолында әртүрлі нұсқаларды, күлкілі және орайсыз болса да, айтуға шақыруы керек. Бұл кезде идеялар ешқандай бағаланбайды.
Идея шығарудың бірінші кезеңінде қатысушылар шешім нұсқаларын дайындайды. Бұл процесс кезінде қолдау атмосферасы болу керек, яғни шешімдерді бағалау мен сынаудың қажеті жоқ. Жетекші адамдардың мотивациясын қолдап, бәсекелестікті болдырмау қажет.
Топтың әрбір мүшесі шешіліп жатқан мәселеге өз назарын аударып, мәселеге сәйкес идеялар ұсынуы керек.
Мамандар тобы 20-60 минут тиімді жұмыс істейді. Содан кейін адамдар шаршайды. Үзіліс қажет болады.
Екініші кезең, шешімдерді бағалау мен ең тиімді нұсқасын таңдау кезінде ми шабуылы кезінде ұйымдастырушы әр мәселеге сынбағалар қалыптастыру керек. Соңғы кезеңде шешімдерді бағалау «жақсы», «өте жақсы» «дұрыс», «дұрыс емес» түрінде емес, тиімді және тиімсіз жақтары көрсетілу керек.
Ең жақсы нәтижелер ми шабуыл әдісінде, келесі факторларды сақтап, бір сағат топтық жұмыс кезінде ең жақсы нәтижелер береді:
- идеяны еркін айту;
- идеяны сынауды болдырмау;
- неғұрлым идеялар көп болса, соғұрлым жақсы.
Топ мүшелері өз әріптестерінің идеяларын қолдауға тырысу, бір идея негізінді екінші идея құру керек.
Ми шабуыл сеансын өткізу үшін жетекші мен стенографист (немесе магнитофон) қажет.
Тәжірибе көрсеткендей ми шабуыл әдісі ойлап табу мәселелерінен гөрі ұйымдастырушылық мәселерге жарайды.
Синектика – ми шабуыл әдісінің жетілген түрі болып табылады. Бұл әдіспен әдіскерлердің тұрақты тобы жұмыс істейді, идея іздегенде олар синектикада белгілі төрт аналогияларды кезектесіп қолданады. Бұл әдісті АҚШ-та кеңінен қолданады, ол өткендерден жақсы, бірақ басқа әдістердің пайдалы мінездемелерін қолданбайды.
ТКК өнімділігін арттыру мәселесін шешу мысалында жаңа идеялар шығару әдістерін қолдану бейнелеуі – түсіру-көтеру операцияларына кететін уақытты азайту үшін жаңа әдістер мен қондырғыларды жасау
Мәселені шешу сұлбасы келесідей (7.4-сурет):
1. Қандай мақсатта ТКО орындалатыны қарастырылады:
- желінген қашауды ауыстыру – бұрғылау тізбегінің көмегімен айналмалы бұрғылаудағы негізгі мақсат.
2. Алға қойылған мәселені жүзеге асыру әдістері мен жолдары қарастырылады. Желінген қашауды бұрғылау тізбегі арқылы көтеру немесе қашауды бұрғылау тізбегінің ішімен оны көтермей, қашауды тасымалдау.
3. Қарастырылған әдістер мен жолдарды жүзеге асыру үшін қажетті заттар жүйесін талдайды. Талдаудан кейін бұрғылау тізбегін свечаларға бөлшектеу, оларды шешумен және ағытумен, үзік дискретті түсіру–көтеру циклімен (7.6-сурет) және оларды свеча тұғырына вертикаль орналастыру әдістерімен жүзеге асырылады.
7.6 суретте ұсынылған күштік жетектер тізімінен газ турбиналы жетекті қарастылудан алып тастаған жөн, себебі ол тек алыстағы газ өнімі көздерін бұрғылағанда қолдануға ұсынылатылдықтан.
Өткен жүзжылдықтың 60-шы жылдарының соңы, 70-ші жылдарының басында Куйбышев облысында гидрокөтергіші бар бұрғылау қондырғысын сынақтан өткізді.
Сынақ нәтижелері қондырғының маңызды артықшылықтарын анықтауға мүмкіндік берді. Олар:
- бұрғылау және шегендеу тізбектерін көтеру және түсіру кезінде ілмек қозғалысы процесін басқару оңайлылығы;
- ТКО кететін машина уақытының айтарлықтай қысқаруы;
- ТКК жинақылығы, қозғалтқышты күштік сораптардың аз салмағы және габариті. Кинематикалық сұлбасының қарапайымдылығы.
Алайда, олармен қатар қондырғыға тән кемшіліктер де анықталды:
- гидрокөтергіш цилиндрінің жасалуы мен жөнделуінің күрделілігі;
- басқару гидроаспаптарын (золотниктер, дроссельдер, клапандар т.б.) жасау жоғары дәлдікті қажет ететіні;
- гироаппараттарды жөндеу және қызмет көрсету жоғары жабдықталған базаларды және білімді де білікті мамандарды қажет ететіні.
Сондықтан гидрокөтергіштері бар бұрғылау қондырғыларын кең ауқымды енгізу үшін, гидроаппаратураны жөндеу және оған қызмет көрсету саласындағы жоғары біліктілікті мамандар дайындап, жаңа бағытты өркендету керек болады, бірақ ол экономикалық жағынан тиімсіз еді.
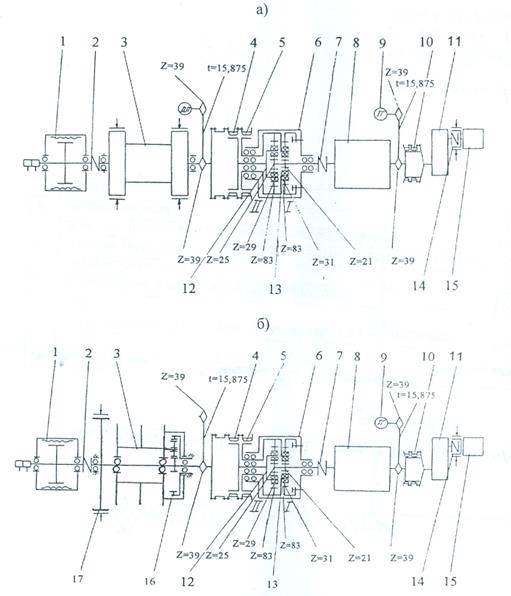
БУ 2500 ДГУ, ЭУ және ЭП бұрғылау жабдықтарының күштік жетегінің кинематикалық сұлбаларын, сәйкесінше 7.7, 7.8 және 7.9-суреттерде көрсетілгендей, қарастырайық.
БУ 2500 ДГУ кинематикалық сұлбасы тармақталған, ол компоновкалық үлкеюіне себепші, өзінің ресурсын жұмысы кезінде шығындайтын күштік элементтердің санының көп болуы және де ПӘК–нің төмен болуына байланысты үлкен энергетикалық шығындарға жол беріледі.
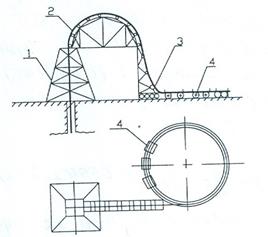
Сурет 7.5 Шеңбер бойымен қозғалатын арба-тіркеме үстіне бөлшектенбейтін бұрғылау тізбегін орналастырудың сұлбасы: 1 –мұнара; 2 – БТ-ны алып кетуші ферма; 3 – шеңбер бойымен қозғалатын арба-тіркеме ( 13арба)
Сурет 7.6. Бөлшектенетін бұрғылау тізбегін көтеру арналған ТКК талдауға
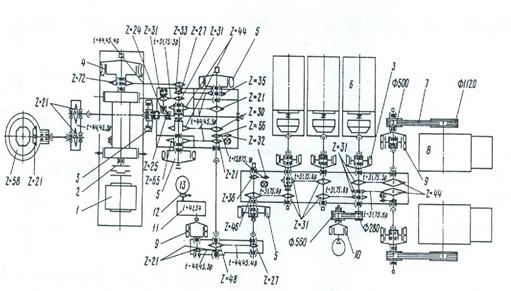
7.7-сурет. БУ 2500 ДГУ кинематикалық сұлбасы
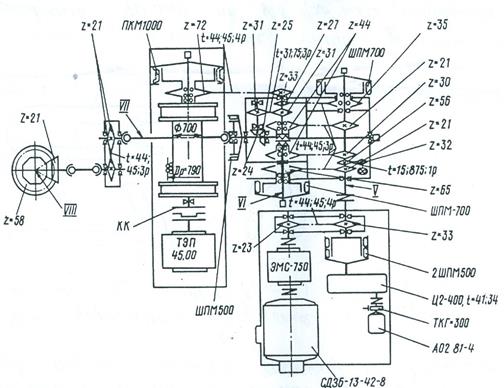
7.8-сурет. БУ 2500 ЭУ кинематикалық сұлбасы
БУ 2500 ЭУ жетек компоновкасы әлдеқайда қарапайым, алайда
- бұл қондырғыдағы шығыр жетегінде қуаты аз электроқозғалтқышы қолданылған;
- шынжырлы БАҚ-ы және индукциялық сырғанау жалғастырғышы бар, соның салдарынан жұмыс кезінде көп энергия шығынына әкеліп соқтырады.
Үлкен жинақтылықты, үлкен сенімділікті және үлкен ПӘК-ін планетарлық БАҚ-мен жабдықталған БУ 2500 ЭП күштілік жетегі иеленеді (7.9-сурет, а).
Қарастырылып жатқан бұрғылау қондырғыларының сапа интегралды көрсеткіштерді энергия шығыны және типтік ұңғыны бұрғылау кезіндегі ТКО машиналық уақыты шығыны болып табылады (ұңғыма тереңдігі 2500 м, қашауға орташа тереңдігі – 50 м, бұрғылау құбырларының свеча ұзындығы  , қисық өтудегі дәреже көрсеткіші m = 0,6), олардың есептік мәндері 7.2-кестеде көрсетілген.
, қисық өтудегі дәреже көрсеткіші m = 0,6), олардың есептік мәндері 7.2-кестеде көрсетілген.
Кесте 7.2
Бұрғылау қондырғыларымен ұңғыманы бұрғылау циклында машина уақыттың шығыны және энергия шығыны
| БУ типі Көрсеткіштер | БУ 2500 ДГУ | БУ 2500 ЭУ | БУ 2500 ЭП |
| Машина уақытының шығыны, сағат. | 66,4 | 58,7 | 45,9 |
| Энергия шығыны, МВ*сағат. | 27,8 | 20,4 | 13,3 |
Кестеден көрініп тұрғандай БУ 2500 ЭП-ға көңіл бөлген дұрыс, себебі ол ең энергия үнемдегіш, ең жинақты және ең сенімді жетекпен жабдықталған. Сондықтан мына шешімге келеміз: болашақ қарастыруларда шығыр жетегінде планетарлық БАҚ-ы бар СПК БУ 2500 ЭП алғанымыз жөн.
4. Болашақ машинаның таңдалған үлгісінің кемшіліктері және артықшылықтары анықталады.
БУ тәл жүйесінде базаланатын көтергіш бөлігінің кемшіліктері:
1) Үш фактор салдарынан ТКО қарқындандыру қорлары таусылды:
– инерция салдарынан және айналудағы элементтерде кинетикалық энергияның үлкен мәндерінен жоғары жылдамдықта көтеру кезінде жүйенің қиын басқарылуы, нәтижесінде тәл блогы кронблок астына кетіп қалу мүмкіндігі;
– тәл жүйесін көтеру кезінде(әсіресе жүктелген элеваторды көтеру кезінде) тәл арқанының шығыр барабанына оралуының шектік жылдамдықтарына қол жеткізілді, одан асып кеткен жағдайда оралу заңдылықтары бұзылады, арқан қалай болса солай, бос оралады. Әрі қарай жүктелген ілменті түсіру кезінде тарту шектері одан төмен орналасқан орамға кіріп, қысылады, нәтижесінде тартылу, майысу және арқан зақымдануы болады.
–тәжірибемен және теориялық есептеулермен дәлелденгендей, ілмекті көтеру жылдамдығын 1,8 м/с-ден жоғары көтерген кезде машина уақыты шығынының қысқаруы байқалмайды.
2) Жүйеде істен тез шығатын буын – тәл арқаны – орын алған, ол оны өңдеуге және ауыстыруға бұрғылау бригадаларының үлкен көлемдегі еңбек шығынын және уақытын қажет етеді.
Мысалы, өте терең ұңғыманы СГ-3 Кольской ГРЭ 8-10 мың метр аралығында бұрғылаған кезде диаметрі 38 мм және әрқайсысының ұзындығы 1500 м болатын 9–10 бухт арқан жыл сайын шығындалады. Қарашығанақ ауданында тереңдігі 5000 – 5200 м ұңғыманы бұрғылағанда жыл сайын диаметрі 35 мм және ұзындығы 1500 м 2-3 арқан бухтасы шығындалады. Өткен ғасырдың сексенінші жылдар соңында КСРО-да жыл сайынға тәл арқанының шығыны 32 мың тоннадан асып түсті.
|
3) Тәл арқан ресурсын оның ұзындығы бойынша пайдаланудың бірқалыпты еместігі (тозудың бірқалыпсыздығы), ол ТКО кезінде арқанның шкивтарда майысу санының әртүрлі болуымен сипатталады.
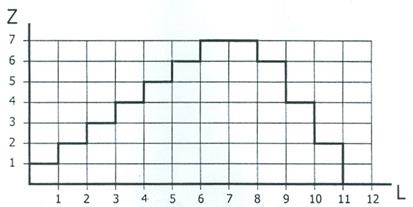
Жабдықта арқанның ұзындығы бойынша бірқалыпсыз жүктелуі, 7.10-суретте көрсетілгендей свеча биіктігіне бір рет көтеру циклы кезінде шкивтардағы майысу циклдарының санымен анықталады (тәл жүйесінің жабдықталуы  болғанда алып кетуші шкивсіз). Сұлбаның оң жақ бөлігі –қарапайымданған.
болғанда алып кетуші шкивсіз). Сұлбаның оң жақ бөлігі –қарапайымданған.
жабдықталуы үшін майысу санының максималды саны 7-ші және 8- ші шектерде байқалады. Майысулардың максималь саны мұнара параметрлерімен, свеча ұзындығымен және жабдықтардың еселігімен сипатталады да, мына формуламен анықталады (тартпалы шек үшін кронблокта алып кетуші шкивтің болмауы кезінде):
 (7.1)
(7.1)
мұнда:  тәл жүйесінің жабдықталу еселігі (беріліс саны);
тәл жүйесінің жабдықталу еселігі (беріліс саны);  бұрғылау құбырларының свеча ұзындығы; Н – кронблоктың және тәл блогының ТКО кезінде соңғысының төмен орналасуында өс аралық қашықтығы; А – науа түбі бойынша шкив жарты шеңберінің ұзындығы.
бұрғылау құбырларының свеча ұзындығы; Н – кронблоктың және тәл блогының ТКО кезінде соңғысының төмен орналасуында өс аралық қашықтығы; А – науа түбі бойынша шкив жарты шеңберінің ұзындығы.
|
|
Шкивтарда майысумен жұмыс жасайтын арқандардың шыдам мерзімі мына теңдеу бойынша анықталады:
 (7.2)
(7.2)
мұнда: N – шкивтарда арқанның бүлінуіне дейінгі майысу циклдері саны;  науа түбі бойынша майыстырушы шкив диаметрі;
науа түбі бойынша майыстырушы шкив диаметрі;  тәл арқанының диаметрі; к – машинаны сынау көрсеткіштерінің дәреже көрсеткіші, ол к = 2,5 – 3 тең; Т – жұмыс жасау кезінде арқанды созушы күшсалмақ; m = 1,65 – 1,7 - арқанның шаршау қисығының дәреже көрсеткіші; С – арқанның типтік өлшеміне байланысты пропорционалдық коэффициенті.
тәл арқанының диаметрі; к – машинаны сынау көрсеткіштерінің дәреже көрсеткіші, ол к = 2,5 – 3 тең; Т – жұмыс жасау кезінде арқанды созушы күшсалмақ; m = 1,65 – 1,7 - арқанның шаршау қисығының дәреже көрсеткіші; С – арқанның типтік өлшеміне байланысты пропорционалдық коэффициенті.
4) Үлкен жылдамдықта барабанға арқанның көп қабатты оралуының ерекшеліктері көтеру бөлігінде үлкен динамикалық күшсалмақтар туғызады. Олар тарту шегінің қозғалу жылдамдығының квадратына пропорционал:
 , (7.3)
, (7.3)
мұнда:  тарту шегіне динамикалықкүшсалмақ;
тарту шегіне динамикалықкүшсалмақ;  сәйкесінше тарту шегі және ілмектің қозғалу жылдамдығы.
сәйкесінше тарту шегі және ілмектің қозғалу жылдамдығы.
Тарту шегіне динамикалық күшсалмақтар 100 кН–ға жетеді және олар көтеру бөлігіндегі тербелу процестерінің негізгі күштері болып табылады. Бұл мұнараның, негізінің және жүйенің барлығының дірілін туғызады. Мұнара элементтерінде және бұрғыдау еденіндегі діріл деңгейі бұрғышы пультында үлкен көлемде нормалардан асып түсетін діріл туғызатынын айтып кеткен жөн. Бұл бұрғылау бригадаларының денсаулығына және көтеру бөлігіндегі түйіндердің жұмыс қабілеттілігіне кері әсерін тигізеді.
5) Тәл жүйесінің салыстырмалы ПӘК-нің төмендігі (  жабдықталуы кезінде 0,82-ге дейін).
жабдықталуы кезінде 0,82-ге дейін).
6) Мұнара астындағы механизмде шектің қозғалмайтын шеті бекітілген тәл жүйесінің кинематикалық сұлбасының айтарлықтай кемшіліктері келесіге байланысты (7.11-сурет).
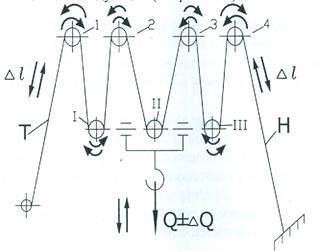
Сурет 7.11 Бұрғылау кезінде тәл жүйесінің дірілдеу үрдісі сұлбасы.
Ұңығыманы бұрғылау кезінде бұрғылау тізбегінің және онымен байланысқан тәл жүйесінің дірілі айтарлықтай орын алады. Бұл жағдайда тербелістердің себебі ұңғыма түбінде айналатын қашау салдарынан болады. Тербелу процесінде бұрғылау тізбегінің жоғарғы бөлігінің тербелуі, максималь шамадан нөлге дейін өзгеретін бұрғылау тізбегінің салмағымен сипатталады. Бұл кездегі жүктеменің периодтық өзгеруі циклдік ұзаруды, тарту және қозғалмайтын ішектерді (және де басқаларының) олардың серпімді деформация шегіне қысқаруын тудырады. Тәл жүйесінің кинематикалық күшіне байланысты тербелу циклында жүктеменің өсуіне сәйкес тарту және қозғалмайтын ішектердің ұзаруы  шкивтері 1 және 4 арқылы жүйеге кронблоктыңдірілдеуіне әкеледі, соның салдарынан соңғысы бұралады. Күшсалмақ салдарынан арқанның ұзаруы (кронблоктың екі жағында да) барлық ішектер бойынша бірқалыпты орналасуы тиіс, соның салдарынан кронблоктың шкивтері 2 және 3 және тәл блогының шкивтері I, III, бірақ 1 және 4 шкивтерінен кіші бұрышқа бұрылуы керек.
шкивтері 1 және 4 арқылы жүйеге кронблоктыңдірілдеуіне әкеледі, соның салдарынан соңғысы бұралады. Күшсалмақ салдарынан арқанның ұзаруы (кронблоктың екі жағында да) барлық ішектер бойынша бірқалыпты орналасуы тиіс, соның салдарынан кронблоктың шкивтері 2 және 3 және тәл блогының шкивтері I, III, бірақ 1 және 4 шкивтерінен кіші бұрышқа бұрылуы керек.
Бұрғылау процесі кезінде қашау берілуі жүзеге асырады және тарту ішегі және тәл блогы қозғалыста болады да, тербеліп тұрған шкивтерден өтетін арқанның майысқан жерлері арқан бойымен орын ауыстырады. Үлкен амплитудаларда және дірілдің болуында (2500- 3300 м аралығындағы ұңғымаларды бұрғылаған кезде орындалады) арқанның қызмет ету мерзімі тез қысқарады. Егер оны тексеріп тұрмаған жағдайда тәл жүйесінің құлауы сияқты ауыр апаттарға әкеліп соқтыруы мүмкін. Арқандағы шаршау факторларын болдырмау (немесе азайту) келесі жолдармен жүзеге асырылуы мүмкін (кронблоктағы айналмайтын шкив аймағында): Сарсембаев
- бұрғылау тізбегінің қашау айналу жиілігін және күшсалмақты азайту және бұрғылау тізбегі түбінің компоновкасын ауыстыру арқылы дірілді жою;
- қозғалмайтын ішекті кронблокте қысу арқылы (кронблок құрылымын өзгерту арқылы);
- екі шеті де тартатын тәл жүйесіне ауысу;
- кронблоктың соңғы айналмайтын шкивінің диаметрін үлкейту арқылы.
7) СПК БУ ВЗБТ компоновкаларының барлық типтерінің кемшілігі көтергіш агрегатты көмекші тежеуішпен, ал кейбір жағдайда түпке қашауды беру реттегішімен жабдықтау қажеттілігі, себебі көтергіш қозғалтқыш тізбекті түсіру кезінде тоқтату режимінде қолданылмайды.
Тәл жүйесі бар БУ көтеру бөлігінің артықшылықтары:
- құрылымының қарапайымдылығы және тәл жүйесі элементтерінің (кронблоктың, тәл блогының, арқанның қозғалмайтын бөлігін қатайту механизмінің) айтарлықтай арзан болуы;
- тәл жүйесінің тораптарын жөндеуге және қызмет көрсетуінің жеңілдігі;
- планетарлық БАҚ-ты СПК БУ 2500 ЭП үлкен сенімділікті элементтері бар жетегінің қарапайым компоновкасы.
Дата добавления: 2016-12-08; просмотров: 2422;