Негізгі құрылымдық және технологиялық факторлардың пісіру жіктерінің шаршауға қарсыласуына әсерлері
Түйістіре жалғау.Түйістірежалғаудың (10.4-суретті қараңыз) өлшемдері жікті «күшейту» биіктігімен q, оның енімен b және бұрышымен Ө сипатталады.
Қолдану тәжірибесі мен эксперименттік зерттеулер пісіру жіктерінің шаршауға қарсыласуына едәуір ықпал ететін факторларды анықтады. Мұндай факторлар мыналар:
Жалғаулардағы кернеу шоғырлануы. 10.5-суретте түйістіре пісірілген үлгінің беттік қабаттарында нормаль кернеулердің таралуы көрсетілген.
«Күшейтілген» жіктің  бұрышы және b/q=9
бұрышы және b/q=9  11 қатынасыкезінде оның пішіні мен өлшемдері қолайлы деп есептеуге болады; бұл кезде шоғырлану коэффициентін
11 қатынасыкезінде оның пішіні мен өлшемдері қолайлы деп есептеуге болады; бұл кезде шоғырлану коэффициентін  10.4-кесте бойынша қабылдайды. «Күшейту» кернеу шоғырлануының көзі болып табылады.
10.4-кесте бойынша қабылдайды. «Күшейту» кернеу шоғырлануының көзі болып табылады.  және b/q=3 5 болғанда -нің кестедегі мәндері 2 есеге артады.
және b/q=3 5 болғанда -нің кестедегі мәндері 2 есеге артады.
10.4 кесте
Дәнекерленетін жалғаулардағы қысым концентрациясының ықпалды коэффициенттері.
| Жалғау элементтері және олар сипаттамалары | Болат үшінКσкоэффициенті | |
| көміртектенген | төмен қоспаланған | |
| Пісіру жіктері | ||
| Жік түбі (жік өсі бойына) толық пісірілген түйіспе жіктер: | ||
| Автоматты түрде және қолмен пісіру және жікті жарық түсіру арқылы бақылау кезінде | 1,0 | 1,0 |
| жарық түсірместен қолмен пісіру кезінде | 1,2 | 1,4 |
| Бұрыштық жіктер: | ||
| пісіру кезінде көлденең (маңдайлық): | ||
| қолмен | 2,3 | 3,2 |
| автоматты түрде | 1,7 | 2,4 |
| кесілуге жұмыс істейтін бойлық (қапталдық) | 3,5 | 4,5 |
Жікті «күшейтумен» ақаусыз пісіре түйістіре жалғауда пластинаның контуры бойымен пластинадан жікті қалыңдатуға өту орындарында кернеу шоғырлануы пайда болады. [4] мағлұматы бойынша бұл жағдайдағы шоғырлану коэффициенті  шегінде өзгереді, бұл кезде , жік радиусының g өсуімен және галтельдің жікке өту радиусының ρ кемуімен өседі. Тереңдігіне пісірілмеген жерлері бар және пісірілмеу түбінің дөңгелену радиусында ρ (10.5-суретті, б қараңыз) түйістіру жігіндегі шоғырлану коэффициенті кең шамаларында - 1,7-дан 20-ға дейін және одан да жоғары, пісірусіздіктің салыстырмалы тереңдігі
шегінде өзгереді, бұл кезде , жік радиусының g өсуімен және галтельдің жікке өту радиусының ρ кемуімен өседі. Тереңдігіне пісірілмеген жерлері бар және пісірілмеу түбінің дөңгелену радиусында ρ (10.5-суретті, б қараңыз) түйістіру жігіндегі шоғырлану коэффициенті кең шамаларында - 1,7-дан 20-ға дейін және одан да жоғары, пісірусіздіктің салыстырмалы тереңдігі  өсуімен және радиусының ρ кемуімен ұлғая өзгереді. Шаршауға сынаулар көрсеткендей, салыстырмалы тереңдігі =3 пісірусіздік, R= 0,2 ассимметриялық цикліндегі 30ХГСА болатының төзімділік шегінің 4 есеге, 1Х18Н9Т болатының төзімділік шегінің 6 есеге азаюына әкеледі. Осыған ұқсас нәтижелерге кесілулер де ұшыратады (10.5-суретті, в).
өсуімен және радиусының ρ кемуімен ұлғая өзгереді. Шаршауға сынаулар көрсеткендей, салыстырмалы тереңдігі =3 пісірусіздік, R= 0,2 ассимметриялық цикліндегі 30ХГСА болатының төзімділік шегінің 4 есеге, 1Х18Н9Т болатының төзімділік шегінің 6 есеге азаюына әкеледі. Осыған ұқсас нәтижелерге кесілулер де ұшыратады (10.5-суретті, в).
Түйістіру жігінің төзімділік шегін артыруға, қалыңдатуды азайтумен және беттік шыңдаумен – пластикалық деформациямен, механикалық өңдеумен қол жеткізеді (бытырамен өңдеу, бұдырлау, роликпен өңдеу және т.б.). Бұндай жағдайда, металдың төзімділік шегіне жуық төзімділік шегіне қол жеткізуге болады.
Ірi бөлшектердi пісіру кезінде жiк пен негiзгi металдың тең берiктiгiн кесу әдiсімен анықтауға болады.
10.5-кестеде түйiстiре жалғау шыдамдылығының симметриялық (σ-1) және лүпілдік (σ0) циклдің жүктеу шектерiнiң мәнi көрсетілген.
10.5 кесте
Қосуларының шыдамдылығының шегi аз қоспалы болаттардан түйiстiру пісірілген симметриялық және лүпілдік циклдерде
| Болат | Шыдамдық шегі, МПа | |
| σ-1 | σ0 | |
| 20Г | - | |
| 10Г2С1Д | ||
| 09Г2С | ||
| 10Г2С1* | - | |
| 10Г2С1Д* | ||
| 10ХСНД* | ||
| 15ХСНД** | ||
| 15Г2СФД | - |
* - Жылумен өңделгенi
** - Ыстықтай соғылған
 Пісіруден кейінгі кернеулерi қалдығы. Бөлшектердi пісіру аймағындағы бiр қалыпсыз қыздыру жіктiң қасындағы аймақтық металының және жіктің өзінiң пластикалық деформациясына және фазалық түрленуге (мысалы, төмен көмiртектi және аз қоспалы болаттарда)келтіреді. Суығаннан кейiн жік жанындағы аймақта түйiстiре жалғаулардың шаршауға қарсылығын төмендететiн созушы кернеулер пайда болады.
Пісіруден кейінгі кернеулерi қалдығы. Бөлшектердi пісіру аймағындағы бiр қалыпсыз қыздыру жіктiң қасындағы аймақтық металының және жіктің өзінiң пластикалық деформациясына және фазалық түрленуге (мысалы, төмен көмiртектi және аз қоспалы болаттарда)келтіреді. Суығаннан кейiн жік жанындағы аймақта түйiстiре жалғаулардың шаршауға қарсылығын төмендететiн созушы кернеулер пайда болады.
Көп қоспаланған болаттарды пісіруде суығаннан кейiн жік жанындағы аймақта сығыдаушы кернеулер пайда болады (суу процессінде металлдарда негізгі фазалық түрлену есебінен).
Жауапты құрылымдар қалдық кернеулердi жою үшiн пісіруден кейiн мiндеттi түрде жұмсартуға (аргон ортада немесе вакуумда) ұшырайды.
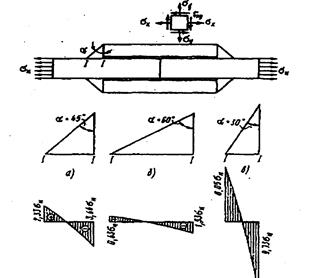
 Айқаспа жалғаулар. Маңдайлық жіктерде пісіру жігінің оңтайлы емес жігімен шарттастырылған кернеудiң шұғыл шоғырлануы болуы мүмкін. 10.6-суретте α бұрышына тәуелді маңдайлық жiктiң 1-1 қимасы бойынша σу кернеулерінің таралуы көрсетiлген. Суретте көрсетілгендей α=60° кезінде σmax=1,56 ∙σн, α =45° кезінде σmax=3,66∙σн, α=30° кезінде σmax=9,73∙σн. Сонымен қатар, бақылаусыз және технологиялық тәртіп деңгейi төмен пісірулерде α бұрышының төмендеулері (300-қа дейiн және кем ) болуы мүмкін, ол бөлшектің шыдамдылық шектерiнiң төмендеуіне әкеліп соқтырады.
Айқаспа жалғаулар. Маңдайлық жіктерде пісіру жігінің оңтайлы емес жігімен шарттастырылған кернеудiң шұғыл шоғырлануы болуы мүмкін. 10.6-суретте α бұрышына тәуелді маңдайлық жiктiң 1-1 қимасы бойынша σу кернеулерінің таралуы көрсетiлген. Суретте көрсетілгендей α=60° кезінде σmax=1,56 ∙σн, α =45° кезінде σmax=3,66∙σн, α=30° кезінде σmax=9,73∙σн. Сонымен қатар, бақылаусыз және технологиялық тәртіп деңгейi төмен пісірулерде α бұрышының төмендеулері (300-қа дейiн және кем ) болуы мүмкін, ол бөлшектің шыдамдылық шектерiнiң төмендеуіне әкеліп соқтырады.
Жапсырмалы пластиналарды маңдайлық жіктермен жобалау конструктордың қатесi болып табыла алады (10.6-сурет), өйткені алдын-ала пластина мен жапсырма арасында жік - сызат жоспарланады. Яғни, бұл жалғау құрылымы жағынан шаршау және морт қиратуға бейім болады. Көмiртектi болаттардан жасалатын жіктердің төзімділік шегі негiзгi металлдікінен 2...3 есе және одан да көп төмен. Сондықтан пісіру қосылыстарының шыдамдылығын жоғарылату үшiн түйiстiре жалғаулары айқаспа жасаған жөн.
Таврша жалғаулар – маңдайлық жiктермен пісіру жалғаулардың таралған түрлерi болып табылады (10.7-сурет). 10.7-суретте көрсетiлген жалғаулар үш сұлба бойынша орындалған. Бiрiншi сұлба бойынша жалғаулар (10.7-сурет, а) жиектерін даярламай орындалған, нәтижесінде горизонталь пластиналардың тiк элементі пен маңдайлықтарының аралығында жарық рөліндегі саңылау пайда болады.
Басқа екi сұлбада жиектерінің екi жағы да даярланып, толық пісірумен орындалған (10.7-сурет, б мен в). Сұлбада механикалық өңдеу галтель бойымен ρ радиусын жасай орындалған (10.7-сурет, в).
Тензометриялық өлшем-дер көрсеткендей, жиектері даярланбаған жалғауларда саңылаудың болуынан саңы-лау жиегінде шұғыл кернеу шоғырлануы (Кσ=3,38) пайда болады, ол көлбей жалғаулар мен толық пісірулерде болмайды. Механикалық өңдеудiң көмегiмен екi жақты көлбей толықпісіру, галтель бойымен ρ радиусын жасай жалғауларда таврша жалғаудың төзімділік шегі негізгі металдікінен кем болмайды.
|
Қапталдық жiктермен жалғаулардың кернеулері шоғырлануының тиiмдi коэффициенттері Кσ=2...3,5 аралығында өзгередi, яғни бұл жалғаудың төзімділік шектерi негiзгi металдың төзімділік шектерiнен 2...3,5 есе төмен болады.
Дата добавления: 2016-12-08; просмотров: 1115;