ОБЪЕМ РЕМОНТА ТОРМОЗНОГО ОБОРУДОВАНИЯ
ОРГАНИЗАЦИЯ РЕМОНТА
ТОРМОЗНОГО ОБОРУДОВАНИЯ В ДЕПО
ОБЩИЕ ПОЛОЖЕНИЯ
Ремонт тормозного оборудования грузовых вагонов в депо производят специально подготовленные бригадиры и слесаря по ремонту подвижного состава, объединенные в единый участок по ремонту тормозного оборудования (автоконтрольного пункта или АО) под руководством мастера участка.
Все АКП и АО обязаны проходить аттестацию на право производства ремонта и испытания тормозного оборудования вагонов. По результатам аттестации АКП (АО) вагонных депо и ВРЗ присваивается одна из трех категорий (1,2,3). При производстве капитального ремонта вагонов тормозное оборудование должно быть отремонтировано и испытанно в АКП ( АО),которые относятся к первой категории.
При проведении плановых видов ремонта вагонов ремонт тормозного оборудования осуществляется по следующей схеме:
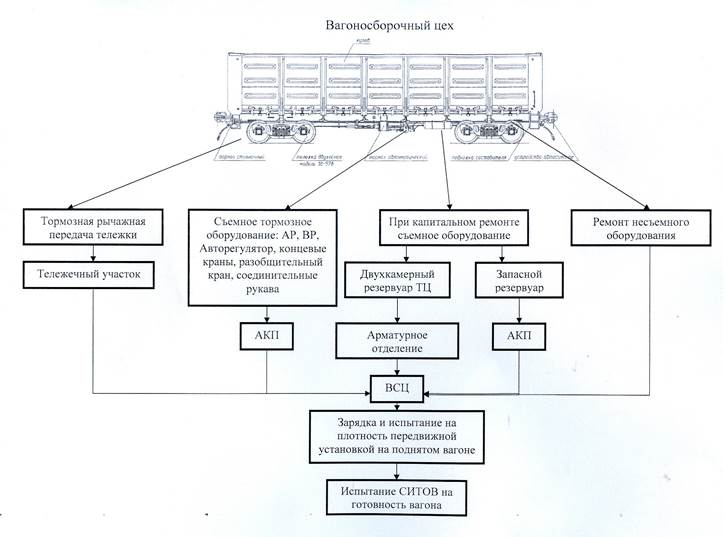
В вагоносборочном цехе производится разъединение рычажных передач тормоза вагона и тележек; снятие с вагона всего тормозного оборудования или части его (в зависимости от вида ремонта и необходимости); осмотр, проверка и необходимый ремонт оставшегося на вагоне тормозного оборудования; монтаж на вагоне нового или отремонтированного тормозного оборудования; подкатка новых или отремонтированных тележек под вагон, соединение тормозных рычажных передач кузова и тележек; проверка наличия пломб, бирок и клейм, удостоверяющих качество отремонтированного и нового тормозного оборудования; регулировка тормозной рычажной передачи; проверка плотности пневматической системы тормоза и проверка действия тормоза вагона.
В тележечном отделении производят разборку,ремонт и сборку рычажной передачи тележки и триангелей с тормозными башмаками. Триангели перед постановкой на готовую тележку испытываются на растяжением на пневмоустановке.
В арматурном отделении вагоносборочного цеха производят ремонт, испытание тормозного цилиндра, испытание двухкамерного резервуара, очистку фильтров на установке ЦОФ, подготовку труб, подводящих и магистральных трубопроводов.
В АКП производится ремонт и испытание воздухораспределителя, авторежима, авторегулятора, запасного резервуара, концевого и разобщительного крана, а так же соединительного рукава.
Ремонт тормозного оборудования вагонов производится в соответствии с Инструкцией ЦВ-ЦЛ-945, типовым технологическим процессом, технологическими картами, техническими нормами.
На отремонтированных и принятых воздухораспределителях, авторежимах, авторегуляторах, соединительных рукавах, кранах закрепляется бирка, на которой указывается клеймо, присвоенное ремонтному предприятию ( например - (А-93)), и дата выполнения ремонта. После приемки тормозного оборудования на вагоне в книге формы ВУ-68 производится соответствующая запись за подписью бригадира и приемщика вагонов.
Рабочее место слесаря должно быть оснащено необходимыми приспособлениями, оснасткой, выписками и эскизами из ремонтных и технологических документов на ремонтируемое тормозное оборудование. За соблюдение указанных требований ответственность несет мастер.
Специальные приспособления, стенды, устройства и установки для ремонта и испытания тормозного оборудования должны отвечать требованиям Инструкции ЦВ-ЦЛ-945 и технологического процесса.
Стенды, устройства и установки для испытания тормозного оборудования должны быть разрешены к применению Департаментом вагонного хозяйства и аттестованы в соответствии с нормативной документацией МПС России и ОАО РЖД.
Все стенды, устройства и установки для испытания тормозного оборудования должны проверяться не реже одного раза в 6 месяцев комиссией под председательством руководителя вагонного отдела отделения железной дороги, один раз в три месяца мастером АКП производиться проверка испытательного стенда с записью в книгу ВУ-47 или ВУ-68.
Средства измерений подлежат периодическому контролю (калибровке) в соответствии с нормативными документами МПС России и ОАО РЖД.
Все манометры, используемые при испытаниях тормозного оборудования, подлежат калибровке не реже одного раза в год в метрологической службе организаций федерального железнодорожного транспорта, аккредитованной в установленном порядке. В паспорте прибора производится отметка об очередной проведенной калибровке, а на корпусе манометра наносится клеймо.
Производственное помещение АКП должно соответствовать требованиям СНиП 31-03-2001.
Требования охраны труда при ремонте тормозного оборудования отражены в отдельном конспекте.
ОБЪЕМ РЕМОНТА ТОРМОЗНОГО ОБОРУДОВАНИЯ
Дата добавления: 2016-05-11; просмотров: 4647;