Фиксатор глубины погружения фрезы
Органы управления
Все фрезеры имеют примерно одинаковые органы управления, которые, однако, могут располагаться в различных местах и отличаться по принципам управления.
Рукоятки
Ручной фрезер обычно имеет две боковые рукоятки для удержания и ведения инструмента. Существуют также кантовые фрезы, имеющих только одну рукоятку. Для обеспечения надежного и точного ведения фрезера рукоятки должны располагаться как можно ниже и ближе к базовой опоре.
Выключатель
Этот выключатель должен находиться как можно ближе к одной из рукояток, чтобы не приходилось выпускать рукоятки из рук при включении/выключении фрезера.
Фиксатор глубины погружения фрезы
Фиксатор глубины погружения фрезы обычно совмещен с одной из рукояток или выполнен в виде рычага рядом с рукояткой.
Упор глубины опускания фрезы
Упор глубины опускания фрезы определяет, насколько глубоко фреза может быть выдвинута из корзины.
Револьверная головка
Если Вам необходимо производить фрезерование в несколько проходов, постепенно опуская фрезу, то эти промежуточные высоты можно предварительно установить на револьверной головке, чтобы затем во время работы быстро перенастраивать инструмент.
Параллельный упор
Фрезеры оснащаются параллельным упором для ведения вдоль кромки обрабатываемой детали.
Регулятор числа оборотов
Регулятор числа оборотов обычно имеет 5-8 положений для установки определенной скорости вращения фрезы (устанавливаемые скорости отличаются у разных производителей и моделей). При выборе фрезера обращайте внимание на то, чтобы переключатель был установлен в таком месте, где его нельзя случайно сбить во время работы.
Фиксатор шпинделя
Большинство фрезеров имеют фиксируемый шпиндель, что позволяет с помощью обыкновенного гаечного ключа ослаблять и затягивать накидную гайку, фиксирующую фрезу. У старых моделей фрезеров для этой цели приходилось использовать два гаечных ключа.
| Число оборотов | ||
| Максимальное число оборотов у фрезеров обычно составляет от 20000 до 30000 об/мин. Многие фрезеры оснащены электронной системой регулирования скорости вращения, которая автоматически контролирует текущую скорость вращения и подстраивает ее даже при незначительном изменении подачи. Фрезеры с переменной скоростью вращения работают тише и более комфортабельны, чем модели лишь с одной скоростью. Кроме того, система мягкого пуска предотвращает фрезер от рывка при включении двигателя. При выполнении большинства работ, для которых требуется использование фрез малого диаметра, можно устанавливать максимальные обороты фрезера. При обработке твердого или проблематичного дерева Вам придется немного поэкспериментировать для определения оптимального режима. Фрезы большого диаметра имеют более высокую окружную скорость и поэтому должны использоваться с меньшими скоростями вращения. Относительно невысокие обороты требуются и при обработке металлов или пластмасс, чтобы предотвратить перегрев и расплавление материала. | 
| |
Базовая опора
При большинстве работ с фрезером происходит перемещение базовой опоры вдоль направляющей или шаблона. Как правило, базовые опоры имеют форму круга, в центре которого расположен шпиндель. На базовой опоре имеются зажимные винты для закрепления направляющих штанг параллельного упора. Кроме того, на них имеются дополнительные устройства для закрепления других направляющих и принадлежностей. При выборе фрезера обращайте внимание на то, чтобы на нижней стороне опоры имелась сменная гладкая накладка, защищающая обрабатываемые детали от повреждений.
Пылеотсос
Устройства для отвода опилок и пыли поставляются со всеми фрезерами. обычно они представляют собой пластиковый кожух, закрепляемый на опоре фрезера. К кожуху подключается шланг, который в свою очередь связан с пылесосом. Таким образом производится отсос опилок из фрезеруемого паза.
Стандартные принадлежности
У большинства фрезеров в число стандартных принадлежностей входят параллельный упор и копировальная втулка. Копировальная втулка используется при ведении фрезера по шаблону. Кроме того, имеется большое количество других принадлежностей, например, упор для фрезерования криволинейных контуров, циркуль или направляющая для фрез, обрабатывающих боковые поверхности. Насадка для фрезерования кантов может использоваться для обработки изогнутых или нерегулярных кромок. Копировальный упор используется при профилировании или фрезеровании кромок у деталей изогнутой или нерегулярной формы.
Уход за фрезерами
Так как фрезеры имеют прямой привод режущего инструмента, за ними достаточно легко ухаживать. Тем не менее, вскрывать корпус следует только в случае необходимости.
Щетки
Хотя износ контактов можно определить уже по повышенному искрению в верхней части корпуса двигателя, все же необходимо регулярно проверять степень износа щеток. Заменить изношенные щетки нетрудно. Для этого необходимо лишь снять прикрывающие щетки колпачки или верхнюю часть корпуса.
Очистка от пыли
Удаляйте древесную пыль из углов с помощью небольшой кисти, а затем отсасывайте ее пылесосом. Не выдувайте пыль сжатым воздухом. Удаляйте остатки древесины с помощью терпентина или бензина для чистки, при этом следите за тем, чтобы жидкость не попадала на двигатель, обмотки и выключатель.
Подшипники
В фрезере используются закрытые подшипники, не требующие смазки. Их необходимо лишь периодически заменять в сервисном центре, поскольку для этой операции требуются специальные приспособления. Подшипники следует заменять сразу после появления признаков износа (изменившиеся рабочие шумы, легким вибрациям или люфтах в шпинделе), чтобы предотвратить усиленный износ шпинделя и повреждения якоря и щеток.
Выключатель
Проверьте, правильно ли работает выключатель. Немедленно замените неисправный выключатель, чтобы не подвергать себя какому-либо риску во время работы.
Зажимные винты
Проверьте, установлены ли на винты для зажима направляющих штанг демпфирующие пружины. Они предотвращают защемления.
Чистка направляющих штанг
Регулярно удаляйте пыль и отложения с направляющих штанг и покрывайте их тонким слоем жидкого масла, силиконовой или сухой смазкой (PTFE).
Удаляйте отложения куском пластмассы или жесткого картона. Ни в коем случае не используйте для этой цели стальную вату, так как она оставляет царапины, на которых в дальнейшем будет происходить усиленное отложение смолы и пыли.
Некоторые советы по выбору фрезера Вы можете найти в статье "На что обратить внимание при выборе фрезера?"
Применяя все разнообразие имеющихся на рынке фрез, Вы можете выполнять различные профильные, фальцовочные и пазовые работы и изготавливать соединения деревянных деталей. Фрезерные инструменты, в особенности фрезы больших диаметров и сложных профилей, имеют весьма высокую цену, поэтому имеет смысл покупать высококачественные фрезы, имеющие более длительный ресурс.
Основы
Фрезы не только должны чисто резать, но и быстро и полностью удалять из зоны резания образующуюся там стружку. В противном случае происходит чрезмерное нагружение инструмента и возникает повышенное трение. В свою очередь это ведет к перегреву режущих кромок. В результате материал фрезы теряет свою твердость, а на поверхности обрабатываемой детали остаются подпалины.
Боковые режущие кромки
Все боковые режущие кромки должны иметь абсолютно одинаковую форму, размер и угол установки. Если одна из кромок чуть меньше других, она не участвует в резании материала и производительность фрезы снижается.
| Торцовые режущие кромки Для погружных фрезеров важно, чтобы на торцевой поверхности фрезы также имелись режущие кромки. Это труднее сделать, так как торцевая поверхность фрезы меньше ее диаметра. Хорошие фрезы оснащены твердосплавными резцами, припаянными к торцевой поверхности фрезы. Фрезы без торцовых резцов можно использовать только для обработки кантов деталей. Передний угол Изготавливаются фрезы с различными передними углами. Передний угол - это угол между перпендикуляром к обрабатываемой поверхности и поверхностью режущей кромки. Больший угол обеспечивает более быстрый процесс фрезерования, при котором происходит быстрое удаление образовавшейся стружки. Меньший или отрицательный угол приводит к более медленному отводу стружки и применяется на кромочных фрезах, используемых при обработке кромок и клееной древесины. Задний угол и угол затыловочного шлифования Задний угол - это угол сразу за режущей кромкой. Угол затыловочного шлифования - угол над оставшейся оборотной стороной (поверхность за режущей кромкой) фрезы. Оба угла отшлифованы таким образом, чтобы обратная сторона или налипшие на нее остатки не терлась по поверхности резания заготовки. | 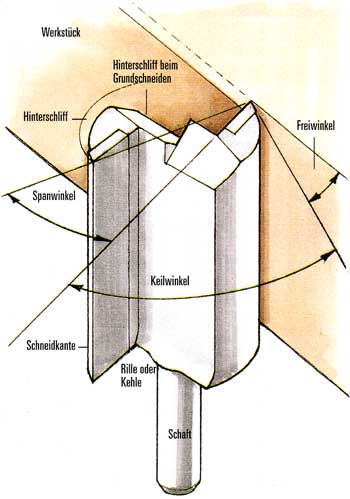
|
Диаметр хвостовика
Наиболее употребительными диаметрами хвостовиков являются 1/4, 3/8 и 1/2 дюйма (страны с имперской системой мер) и 6,8 и 12 мм. Для каждого из размеров изготавливаются и соответствующие зажимные цанги. Дюймовые и метрические инструменты не являются взаимозаменяемыми, то есть дюймовый хвостовик не подходит к метрической цанге и наоборот.
Балансировка фрезы
Фреза должна быть сбалансирована так, чтобы она вращалась концентрично с осью шпинделя. Если это условие не выполнено, то фрезер будет вибрировать. Это приводит к дефектам на обрабатываемой поверхности, а в особо тяжелых случаях и к повреждению фрезы и фрезера.
| Простые фрезы, ведомые по упору Обычно эти фрезы проводятся сквозь толщу обрабатываемой детали, при этом сам фрезер или закрепленный на нем параллельный упор ведутся по кромке обрабатываемой детали или по закрепленной на ней направляющей планке. Если необходимо фрезеровать дугообразные или более сложные формы, то используется устанавливаемое в опору фрезера направляющую втулку, которая затем ведется по кромке шаблона. Окружности и равномерные кривые, кроме того, можно выполнить с помощью циркуля. | 
|
| Фрезы с направляющими штифтами и подшипниками Ведение этих фрез по детали производится с использованием направляющего штифта на конце фрезы или шарикоподшипника, закрепляемого на конце (ниже режущей части) или на хвостовике (выше режущей части) фрезы. Эти штифты/подшипники можно вести не только по кромке детали, но и по расположенному над/под ней шаблону, выполняя фрезерование форм любой сложности. | 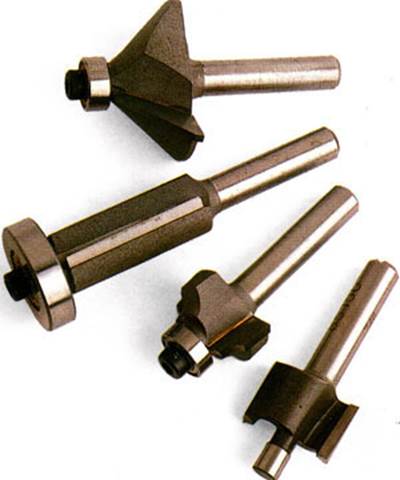
|
Покупка фрез Не считая цены, трудно назвать какой-либо признак, по которому можно было бы более или менее точно быстро оценить качество фрезы. Поэтому общей рекомендацией является покупка фрез у поставщика, который предоставляет как гарантию, так и услуги по заточке.
| 
|
Материалы фрез
Большинство изготовляются из быстрорезной стали (HSS) или с твердосплавными напайками. HSS-фрезы проще в изготовлении, чем фрезы с твердосплавными напайками и поэтому дешевле. При этом качественная HSS-фреза может быть столь же производительной и стойкой, как и дешевые фрезы с твердосплавными напайками.
| Фрезы с твердосплавными напайками При надлежащем уходе фрезы с твердосплавными напайками, режущие пластины которых напаяны на стальную заготовку, способны достойно справляться с большинством работ по фрезерованию. Они дольше остаются острыми, чем соответствующие HSS-фрезы, но и труднее поддаются заточке. Лучше всего править их на тонких алмазных или керамических камнях. При фрезерных работах, сильно нагружающих фрезы, например, при фрезеровании плит, следует использовать только фрезы с твердосплавными напайками или твердосплавные фрезы. | 
| ||||||

| Твердосплавные фрезы Фрезы из карбида вольфрама (твердосплавные фрезы) обычно имеют небольшой диаметр, так как используемый для их изготовления материал дорог и твердая пайка твердосплавных режущих элементов очень сложна. | ||||||
| HSS-фрезы HSS-фрезы изготавливаются из массивной быстрорезной стали, причем передний и задний углы шлифуются непосредственно на стальной заготовке. Эти фрезы превосходно точатся на простом масляном камне. На высококачественном мягком дереве и некоторых сортах твердого с такими фрезами можно добиться превосходного качества обрабатываемой поверхности. HSS-фрезы в особенности подходят для мелких, богатых деталями профилей и точных шиповых соединений. | 
| ||||||

| HSSE-фрезы Фрезы из высококачественной быстрорезной стали используются для фрезерования и сверления металлов, ПВХ и плотного дерева. Фрезы режут чисто и устойчивы к анодированным поверхностям. При фрезеровании следует применять смазочно-охлаждающую жидкость и надежно фиксировать обрабатываемую деталь. | ||||||
| Фрезы со сменными резцами Инновацией являются фрезы со сменными резцами, изготовленными из твердославных пластинок. Эти резцы, закрепляемые на теле фрезы с помощью винтов, заточены по всем четырем кромкам. Когда затупится первая пара режущих кромок, Вы можете просто повернуть резец и продолжать работу. Кромочные фрезы со сменными резцами в особенности подходят для обработки материалов, склеенных с помощью искуственных смол, так как обработка подобных материалов приводит к особенно быстрому затуплению фрез. | 
| ||||||
| Применение фрез со сменными резцами Фрезы со сменными резцами предназначены для профессионального использования во фрезерных станках или настольных фрезерах. Резцы этих фрез можно менять прямо на станке, не вынимая из него фрезу, так что все настройки остаются неизменными. Для погружных фрез фрезы с одним сменным резцом подходят больше, чем их двухрезцовые собратья. | ||||||
Скорости фрезерования Скорость фрезерования определяют два фактора: число режущих кромок и число оборотов двигателя. Фрезы с одной режущей кромкой При работе фрезами с одной режущей кромкой возможна наиболее быстрая подача. Как правило, они используются для черновых работ, так как результатом более низкой скорости фрезерования (в противоположность более быстрой подаче) является менее гладкая поверхность. Фрезы с двумя режущими кромками Фрезы с двумя режущими кромками, применяемые при большинстве работ по деревообработке, имеют удвоенную скорость фрезерования. Фреза, вращающаяся со скоростью 22000 об/мин, совершает 44000 проходов по материалу в минуту. Фрезы с несколькими режущими кромками Фрезы с несколькими режущими кромками работают примерно так же, как и тела вращения и используются в тихоходных инструментах (примерно до 3000 об/мин). Они довольно плохо выбрасывают стружку, поэтому скорость их подачи по материалу относительно невелика. Подобные фрезы ни в коем случае нельзя применять совместно с высокооборотистыми фрезерами. Безопасные скорости фрезерования Большинство фрез даже на максимальных скоростях вращения (20000-3000 об/мин) работает абсолютно надежно. Однако, фрезы с наружным диаметром более 40 мм разрешается использовать только в фрезерных столах или во фрезерных стойках. Ориентировочные значения максимальных скоростей вращения:
В любом случае соблюдайте рекомендации изготовителя. | 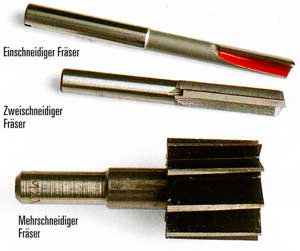
|
Дата добавления: 2016-07-09; просмотров: 3737;