Дисковые и пазовые фрезы
Предназначены для фрезерования пазов и канавок
 |
• Прорезные (шлицевые) и отрезные (пилы)фрезы применяют для разрезки заготовок.
Для уменьшения трения по боковым сторонам выполняют угол φ' = 15…30'
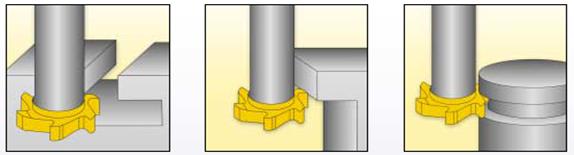
• Пазовыефрезы имеют зубья только на цилиндрической поверхности. Для уменьшения трения на торцах выполняется вспомогательный угол в плане φ1 = 1…2°.Для увеличения размерной стойкости на боковых сторонах оставляют фаски f =1…2 мм. Применяются для обработки неглубоких пазов.
Недостаток - быстро теряют размер по ширине. Для сохранения размера применяют составные фрезы, регулируемые по ширине с помощью прокладок. Для перекрытия режущих кромок обе половинки соединяют в замок.
• Дисковые двух- и трехсторонниефрезы имеют главные режущие кромки на поверхности цилиндра и вспомогательные - на одном или обоих торцах. Для получения положительных передних углов на торцовых режущих кромках зубья выполняют с углом наклона ω= 10…15°. У трехсторонних фрез зубья делают разнонаправленными.
Угловые фрезы
• Одноугловыес одной образующей, расположенной под углом к оси фрезы.
•  Двуугловыес двумя образующими, расположенными под одинаковыми или различными углами к оси фрезы.
Двуугловыес двумя образующими, расположенными под одинаковыми или различными углами к оси фрезы.
Т-образные фрезы
 | |
 |
Сборные фрезы
Оснащаются режущими элементами, перетачиваемыми в сборе или вне фрезы, или неперетачиваемыми пластинками.
• Особенностифрезс перетачиваемыми ножами:
- Возможность создания оптимальной с точки зрения эксплуатации геометрической формы и размеров.
- Точность взаимного расположения режущих элементов различных зубьев определяется качеством заточки и установки.
• Особенностифрезс неперетачиваемыми режущими элементами:
- Фиксированное расположение пластин в корпусе фрезы.
- Геометрические параметры постоянны и определяются конструкцией фрезы.
- Точность взаимного расположения режущих элементов определяется точностью исполнения базовых поверхностей корпуса и сменных пластин.
Наиболее простым и надежным способом крепления зубьев фрез из быстрорежущих сталей является применение рифлений, обеспечивающих компактность крепления, а значит и возможность размещения большого числа зубьев. Применяется для цилиндрических, торцовых и дисковых двух- и трехсторонних фрез.
 Варианты крепления:
Варианты крепления:
а) клиновые нож и паз, рифления в осевом направлении. Регулировка возможна только в радиальном направлении;
б,в) крепление клином позволяет производить регулировку размера и в осевом и в радиальном направлении;
г) нож двойной клиновидности позволяет производить одновременное регулирование в осевом и радиальном направлениях.
4.
| |
Затылованные фрезы применяются для обработки деталей фасонного профиля и имеют форму задней поверхности, обеспечивающие постоянство профиля режущей кромки при переточках. Переточка – простая операция, так как производится по передней поверхности. Однако при переточке с передней поверхности удаляется слой металла в 4…5 раз больший, чем при переточке незатылованных фрез по задней поверхности. Затылованные фрезы имеют меньшее число зубьев, что снижает их производительность и качество обработки.
Дата добавления: 2016-08-07; просмотров: 1001;