Фрезерование по ходу фрезы
Нет правил без исключений! Если деталь закреплена вертикально, то при ведении фрезера в обычном направлении, - то есть против направления вращения фрезы, - повреждаются волокна на нижней стороне выполняемого паза. В случае острых фрез это практически незаметно, однако при поперечном фрезеровании торца эта проблема более чем заметна. При обработке покрытых шпоном или другим материалом заготовок за фрезой может оставаться шероховатая или расщепленная поверхность.
| Фрезерование торцовой поверхности детали При фрезеровании торцовой поверхности детали по-настоящему чистый кант можно получить, если вы сначала выполните очень пологий первый рез, ведя фрезер в направлении вращения фрезы. Это позволит ровно снять основную часть волокон дерева, прежде чем вы приступите к удалению оставшегося слоя, ведя фрезер как обычно - против направления вращения фрезы. | 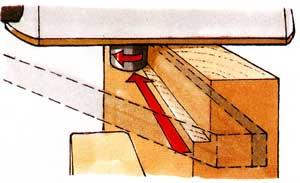
| |

| Фрезерование тяжелого дерева При обработке склонной к растрескиванию древесины можно исправить ситуацию, производя фрезерование по ходу фрезы. Однако, сначала следует попробовать выполнять снятие материала тонкими слоями за несколько проходов, подавая фрезер как обычно - по ходу фрезы. | |
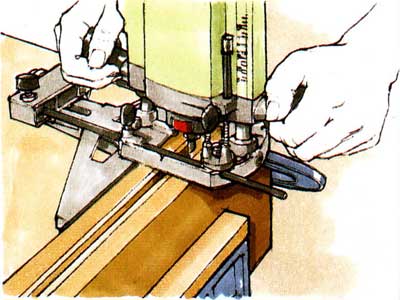
| Удержание фрезы на направляющей кромке При фрезеровании по ходу фрезы важно сохранять абсолютный контроль скорости подачи, чтобы не было возможности отклонения упора или направляющей от направляющей кромки. Применяя шаблоны, всегда следите за тем, чтобы при ошибках в ведении фрезера происходил уход в удаляемую древесину. Обрезка кромок с помощью фрезера Фрезерование по ходу фрезы также предотвращает отщепление приклеенной кромки при срезании выступающих частей торцевой частью фрезы. Для такой обработки следует использовать фрезу сторцовыми режущими кромками и направляющую пластину, обеспечивающую надежное ведение фрезы над обрабатываемой кромкой. | 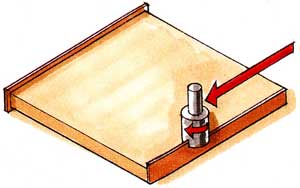
| |
| Скорость подачи Хотя число оборотов фрезы настраивается достаточно точно, скорость, с которой фреза движется сквозь обрабатываемый материал, зависит только от Вас. Хотя скорость подачи зависит от твердости или плотности фрезеруемого материала и от типа фрезы, ее правильное определение является делом опыта. Важно следующее - фрезер должен продвигаться не настолько медленно, чтобы это приводило к перегреву фрезы от трения, но и не настолько быстро, чтобы не успевали удаляться опилки. | ||

| Удаление опилок Обработку фрезами "ласточкин хвост", Т-образными или шаровыми пазовыми фрезами можно выполнять только за один проход. Работа таким фрезами требует особой аккуратности, так как удаление опилок из образующихся узких пазов может оказаться проблематичной. Если ширина паза позволяет, следует производить предварительное фрезерование узкого паза, чтобы при выполнении окончательного прохода необходимо было удалять как можно меньше опилок. Фрезерование пластиков и алюминия При фрезеровании пластмасс необходимо выбирать небольшие обороты фрезы, по мере возможности избегая расплавления материала. В противном случае сразу за фрезой может происходить слипание материала или забивание паза. Та же проблема существует и при обработке алюминия - образующиеся опилки могут забивать паз. |
В настоящий момент больше всего запросов на перевод следующих тем:
| Ссылки на изображения страниц с исходными текстами: 35 36 37 38 39 40 41 42 |
Важным условием выполнения фрезеровальных работ является надежное закрепление детали или ее различных частей в фиксирующем приспособлении на рабочей плите или на верстаке. Время, которое Вы затратите на установку струбцин или изготовление специального фиксирующего приспособления, полностью окупится: Вы защитите себя от несчастных случаев и дорогих неудач в работе.
Тиски и струбцины
Существуют разные методы фиксации обрабатываемых деталей. Вы можете воспользоваться струбцинами, прижимами и верстачными крюками или самодельными приспособлениями, например, клиньями. Защищайте поверхности обрабатываемых деталей с помощью прокладок из мягкого дерева, MDF или фанеры, устанавливаемых между деталью и губками металлических струбцин, клещей или тисков. Современные струбцины с регулируемыми губками, как правило, имеют пластиковые накладки.
| Закрепление детали в передних тисках В стандартных передних тисках верстака деталь может зажиматься только в вертикальном положении, так чтобы подлежащая обработке часть надежно выступала над кромкой тисков. Прежде, чем включить фрезер, никогда не забывайте убедиться, что фреза не сможет достать до накладок тиска и тем более до металлических частей. В случае необходимости применяйте дополнительные деревянные накладки, чтобы защитить фрезу от разрушения. | ||
| Закрепление длинных деталей При обработке длинных деталей следите, чтобы она была закреплена с обоих концов. Прижмите противоположный от тисков конец детали струбциной к ножке верстака или обоприте его на штифт, вставленный в одно из просверленных в ножке верстака отверстий. | 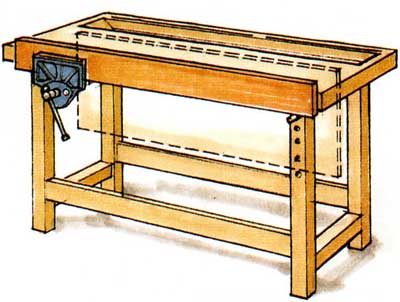
| ||

| Зажимные приспособления Вставьте в передние тиски верстака зажимное приспособление, с помощью которого можно выполнить закрепление детали за оба конца. Сделайте два деревянных подкладных блока, которые будут поддерживать деталь снизу и, кроме того, защищать ее от контакта с металлической штангой. | ||
| Струбцины Во время большинства фрезерных работ деталь прижимается к верстаку или другой рабочей поверхности всей плоскостью, так что фрезер можно вести по поверхности детали или вдоль кромки. Для этой цели идеально подходят обычные винтовые или быстрозажимные струбцины, если они установлены так, что не мешают ведению фрезера во время обработки. С помощью струбцин можно одновременно закрепить и обрабатываемую деталь, и направляющую планку. | 
| ||

| Закрепление деталей по бокам Если закрепить деталь по бокам, то движению фрезера ничто не будет мешать. Один из вариантов подобного закрепления можно реализовать, зажав деталь на верстаке между двумя штифтами. При этом один из штифтов вставляется в отверстие в крышке верстака, а другой - в отверстие в боковых тисках. | ||
| Складной верстак Складные верстаки имеют длинные зажимные губки между двумя половинками рабочей панели, в которых можно производить вертикальное закрепление детали, а также пластмассовые вставки, с помощью которых можно легко зажать деталь, прилегающую к рабочей панели. Концы зажимных губок могут сдвигаться и раздвигаться по-отдельности, что позволяет закреплять в них и детали со скосами. На складной верстак можно положить также рабочую панель или зажимные приспособления. | 
| ||
| Закрепление с помощью клиньев Прибейте или привинтите к панели две рейки под прямым углом друг к другу и уложите обрабатываемую деталь, прижав к эти рейкам. На небольшом расстоянии от свободных краев детали закрепите короткие бруски и забейте между ними клинья для надежной фиксации детали. | ||
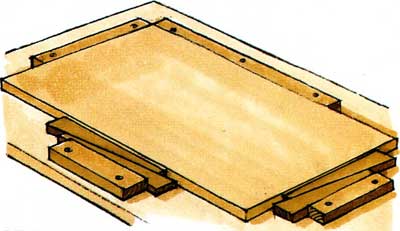
| Несущие панели Используйте для крепления листового материала или деталей нестандартной формы несущую панель, которая может быть надежно зафиксирована. Эту панель следует взять прямоугольной, чтобы иметь прямолинейные кромки, вдоль которых в дальнейшем можно будет вести фрезер. Деталь на несущей панели можно закреплять с помощью термоклея, штифтов, винтов или двухсторонней липкой ленты. | 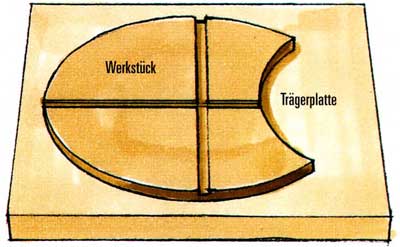
|
Дата добавления: 2016-07-09; просмотров: 2792;