Опасные и вредные факторы в производстве и эксплуатации ДЛА.
Вопрос 1. Основными вредными факторами, влияющими на состояние окружающей среды при пусках РН, являются большие выбросы продуктов сгорания при старте в приземном слое атмосферы (тропосферы). К нежелательным локальным последствиям в районе старта ракет-носителей могут так же привести выбросы хлористого водорода и окислов алюминия, содержащиеся в продуктах сгорания некоторых носителей, в частности "Шаттла". Эти выбросы могут вызвать выпадение кислотных дождей, увеличение содержания в воздухе взвешенных частиц, токсическое загрязнение облачного покрова, изменение погодных условий на прилегающих к стартовой площадке территориях.
В ряде систем РКТ - до 80-90 % приходится на топливо Соответственно, совокупные "отходы производства", включающие в себя также элементы конструкции при запуске РКТ составляют 97—99 %. При старте объекта РКТ, когда масса ракетно-космической системы максимальна скорость полета мала, происходит мощный залповый выброс продуктов сгорания и тепловой энергии, возникают сильные акустические колебания (шумы и вибрации).
Многие из применяемых компонентов ракетного топлива (КРТ) являются высокотоксичными. Чем больше стартовая масса, тем больше выброс продуктов сгорания. Имеются также остатки КРТ на отделяемых ступенях РН. Чем больше масса РН, тем большие остатки топлива на отделяемых ступенях. Все это – факторы загрязняющие природную среду на территориях РТ.
К основным факторам негативного воздействия РКТ на окружающую среду в районах падения отработавших ступеней РН относятся:
загрязнение почвы, атмосферы, поверхностных и грунтовых вод высокотоксичными продуктами сгорания РКТ с возможностью отравления ими живой природы и человека;
засорение территорий металлоконструкциями;
механическое и химическое повреждение почвы и растительности.
Вопрос 2. Формирование защитных покрытий
Наиболее простой и доступной защитой от коррозии является нанесение покрытий на основе лакокрасочных материалов (ЛКМ). Основными компонентами, входящими в состав ЛКМ, являются пленкообразующие вещества, растворители, пигменты и наполнители (как правило барьерного типа), катализаторы (сиккативы) и др. При этом тип пленкообразующего вещества во многом определяет свойства покрытия.
В настоящее время существует широкий ассортимент современных защитных полимерных покрытий, отвечающих предъявляемым требованиям. Среди них наибольшее распространение находят эпоксидные и полиуретановые основы ЛКМ. Хотя они и более дорогостоящие, зато обеспечивают формирование защитных покрытий с высокими атмосферо-, водо-, абразиво-, морозо- и термостойкими свойствами, а также высокую адгезию к металлу.
Разработана технология формирования защитных покрытий методом микроплазменного оксидирования металлов. В качестве электролита используются слабые щелочные и кислые водные растворы. Микроплазменные покрытия состоят из поликристаллических высокотемпературных оксидов, образующих ячеистую градиентную структуру, вследствие чего обеспечивают высокие физико-химические и механические свойства. Предлагаемая технология позволяет формировать защитные покрытия на алюминии, титане, ниобии, цирконии, тантале, их сплавах и графите.
Способ формирования защитных покрытий инструментальных сталей включает механическую обработку (токарную, фрезерную и др. операции) детали, электролитическую полировку в течение 2 мин при плотности тока 18-25 А/дм2, потом в той же ванне проведение анодирования в течение 8-10 мин при плотности тока 1,8-2,5 А/дм2, при этом выдерживаются соотношения токов 10:1 и температура электролита 75-80oC.
Вопрос 3. ИПИ (CALS) технологии в жизненном цикле изделия АКТ
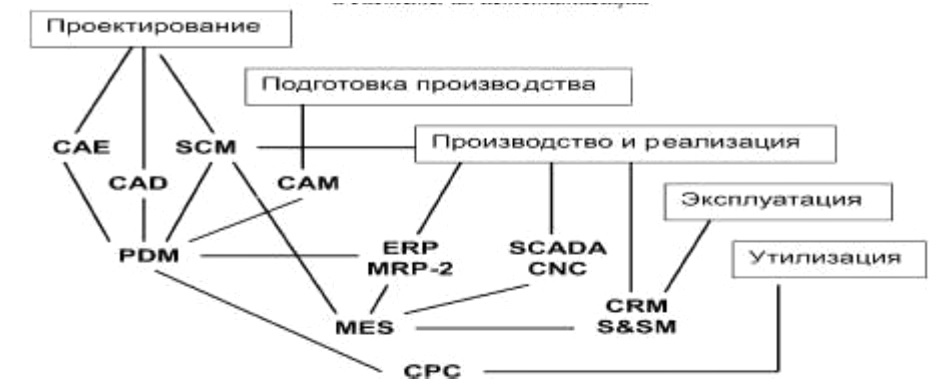
Этапы жизненного цикла промышленных изделий и системы их автоматизации
-CAD –Computer Aided Design (автоматизированное проектирование);
-САМ–Computer Aided Manufacturing (автоматизированная технологическая подготовка производства);
-САЕ–Computer Aided Engineering (автоматизированные расчеты и анализ);
-PDM –Product Data Management (управление проектными данными);
-ERP –Enterprise Resource Planning (планирование и управление предприятием);
-MRP-2 –Manufacturing (Material) Requirement Planning (планирование производства);
-MES –Manufacturing Execution System (производственная исполнительная система);
-SCM –Supply Chain Management (управление цепочками поставок);
-CRM –Customer Relationship Management (управление взаимоотношениями с заказчиками);
-SCADA –Supervisory Control And Data Acquisition (диспетчерское управление производственными процессами);
-CNC –Computer Numerical Control (компьютерное числовое управление);
-S&SM –Sales and Service Management (управление продажами и обслуживанием);
-СРС–Collaborative Product Commerce (совместный электронный бизнес).
БИЛЕТ 26
Вопрос 1. Типы политропных процессов.
Вопрос 2. Принципы базирования деталей на станках, конструкторские и технологические базы
Вопрос 3. Базы данных: назначение, функции.
Вопрос 1. Типы политропных процессов.
Политропный процесс – термодинамический процесс, во время которого удельная теплоёмкость газа остаётся неизменной. Предельными частными явлениями политропного процесса являются изотермический процесс и адиабатный. В случае идеального газа изобарный и изохорный также являются политропическими.
Для идеального газа уравнение политропы  , n- показатель политропы.
, n- показатель политропы.
А) Изотермический процесс: n=1, так как  , значит
, значит  , значит T=const.
, значит T=const.
Б) Изобарный процесс: n=0, так как  .
.
В) Адиабатный процесс: n=γ
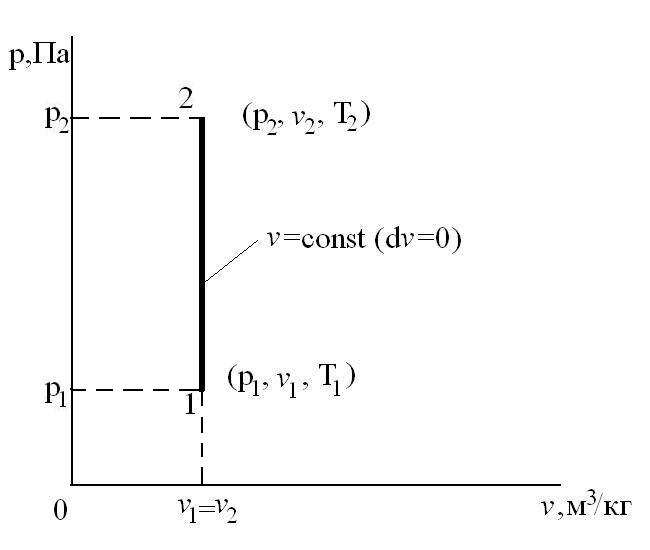
Г) Изохорный процесс:  , так как
, так как  , значит
, значит  ,
,
Каждый политропный термодинамический процесс (ТП) имеет вполне определенный, присущий ему характер распределения энергетических составляющих, входящих в уравнение первого закона термодинамики:  , Дж/кг.
, Дж/кг.
Изохорный процесс – это процесс сообщения или отнятия теплоты от газа при постоянном объеме v=const.
Изобарный процесс – это процесс сообщения или отнятия теплоты от газа при постоянном давлении р=const.
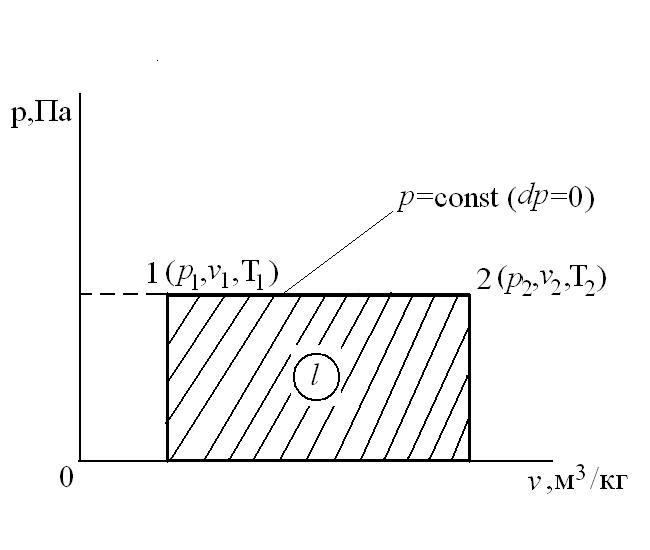
Соотношение между параметрами в процессе р=const:  - закон Гей-Люссака, т.к.:
- закон Гей-Люссака, т.к.:  ,
,  и
и  .
.
Изотермический процесс – это процесс сообщения или отнятия теплоты от газа при постоянной температуре.
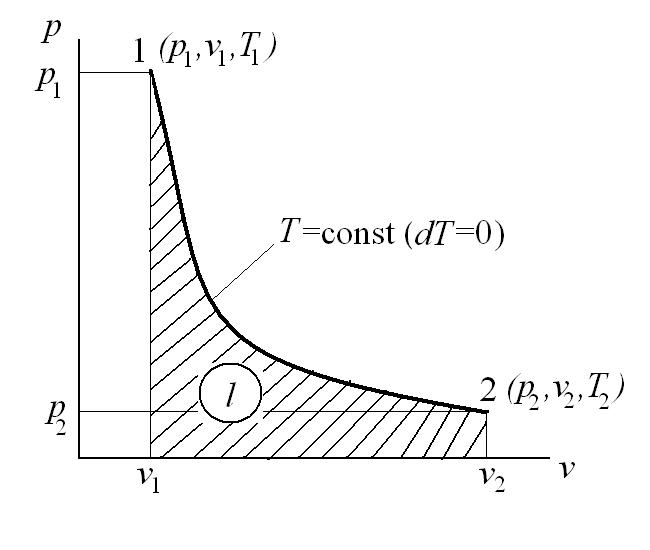
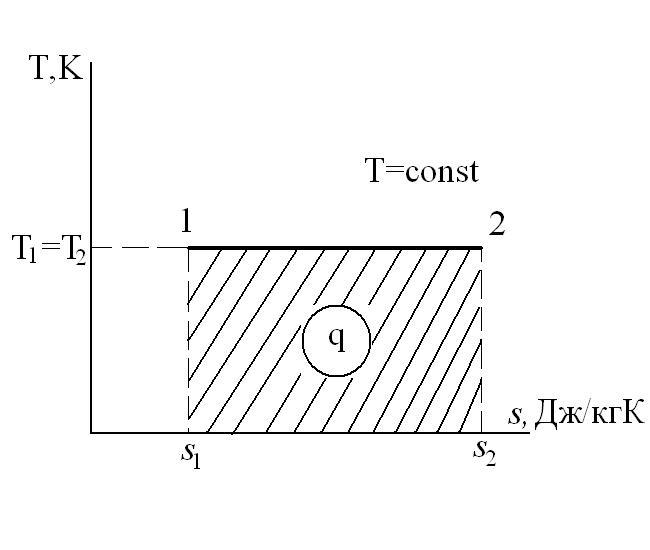
При Т=const из уравнения состояния  имеем:
имеем:  - это уравнение изотермического процесса является уравнением равнобокой гиперболы.
- это уравнение изотермического процесса является уравнением равнобокой гиперболы.
Тогда  , и
, и  - закон Бойля-Мариотта.
- закон Бойля-Мариотта.
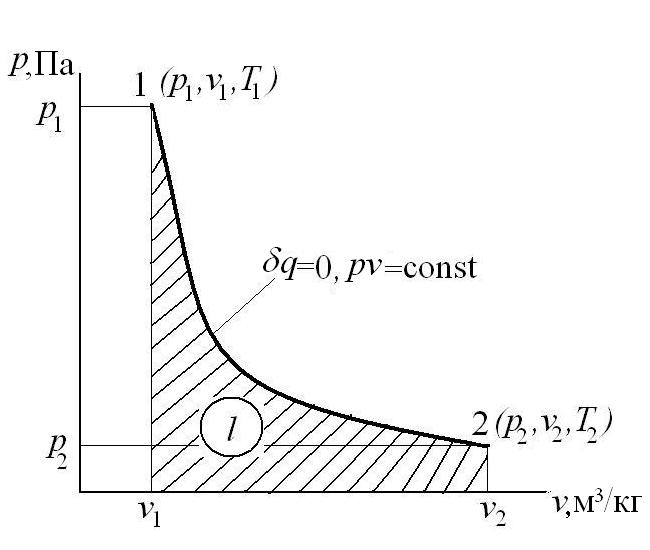
Адиабатный процесс – это процесс, протекающий без внешнего теплообмена, т.е. q=0 и  (на конечном и бесконечно малом участке процесса).
(на конечном и бесконечно малом участке процесса).
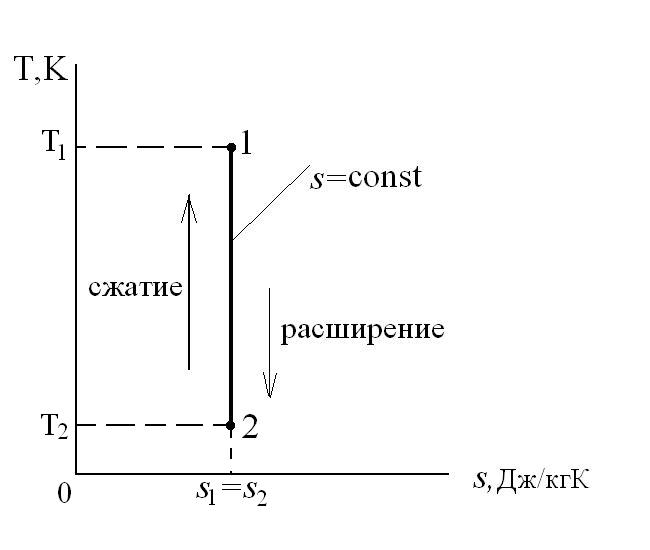 Показатель адиабаты
Показатель адиабаты  для одноатомных газов равен к=1,66, для двухатомных к=1,4 и для трехатомных к=1,3.
для одноатомных газов равен к=1,66, для двухатомных к=1,4 и для трехатомных к=1,3.
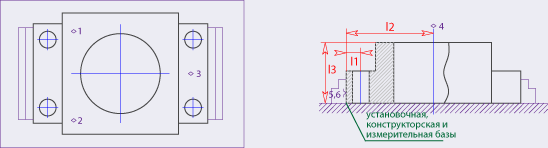
Вопрос 2. Базирование. Чтобы получить годную деталь с минимальными затратами времени при механической обработке, необходимо правильно определить положение заготовки на станке, т. е. выбрать рациональную установочную базу. Под базой понимают такую поверхность, которая: определяет положение заготовки относительно режущего инструмента при обработке; является основной для обработки других поверхностей (от нее задаются все необходимые для изготовления детали размеры); определяют положение детали при установке ее в машину.
Различают такие базирующие поверхности: главную, направляющую и упорную. При выборе базы пользуются правилом шести точек (каждая точка ограничивает одну степень свободы).
В зависимости от назначения базы классифицируют па две основные группы: конструкторские и технологические, которые в свою очередь подразделяются на установочные, основные и вспомогательные, измерительные, исходные, сборочные и другие.
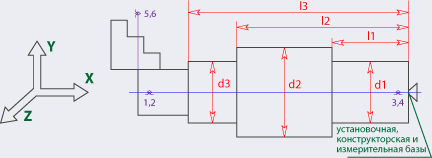
Конструкторской базой называется поверхность (или линия), от которой проставляют на чертеже размеры и которая определяет положение детали в собранном узле, механизме, машине. От такой базы обычно указывают все сопрягаемые размеры.
Под технологической базой понимают поверхность (одну или несколько), которая определяет положение заготовки на станке (в приспособлении) во время ее обработки.
Установочной базой называют поверхность (одну или несколько) детали, которая соприкасается с установочными элементами приспособления или станка (торец вала, основание детали и т. п.) и по которой ориентируется положение детали в собранном узле. Вспомогательной установочной базой называется обработанная поверхность заготовки, используемая для ее установки на станке и образуемая по технологическим соображениям для упрощения процесса обработки (например, центровые отверстия для обработки валов).
Основная база - поверхность (одна или несколько), которой деталь присоединяется к другим деталям или сопрягается с ними, а вспомогательная - поверхность, на которую устанавливается другая подсоединяемая к ней деталь.
Измерительными называются базы, от которых производится измерение обрабатываемых поверхностей. Обычно такими базами являются направляющие, установочные и упорные базы.
Исходной базой называется поверхность, относительно которой координируется (на операционном эскизе) положение обрабатываемой поверхности. Размер, которым координируется это положение заготовки, называется исходным.
Различают также черновые и чистовые технологические базы. Черновой базой называется необработанная поверхность, которая определяет положение (установку) детали при первой операции обработки, а чистовой - обработанная поверхность при последующих операциях. Сборочная база - поверхность детали, определяющая ее положение относительно других деталей в собранной машине или механизме.
Вопрос 3. Базы данных: назначение, функции.
База данных – это информационная модель, позволяющая упорядоченно хранить данные о группе объектов, обладающих одинаковым набором свойств.
Программное обеспечение, предназначенное для работы с базами данных, называется система управления базами данных (СУБД). СУБД используются для упорядоченного хранения и обработки больших объемов информации.
СУБД организует хранение информации таким образом, чтобы ее было удобно:
· просматривать,
· пополнять,
· изменять,
· искать нужные сведения,
· делать любые выборки,
· осуществлять сортировку в любом порядке.
Классификация баз данных:
1. По характеру хранимой информации:
— Фактографические (картотеки),
— Документальные (архивы)
2. По способу хранения данных:
— Централизованные (хранятся на одном компьютере),
— Распределенные (исп. в локальных и глобальных компьютерных сетях).
3. По структуре организации данных:
— Табличные (реляционные),
— Иерархические,
Характер связи между записями определяет два основных типа организации баз данных: иерархический и реляционный.
В иерархической базе данных записи упорядочиваются в определенную последовательность, как ступеньки лестницы, и поиск данных может осуществляться последовательным «спуском» со ступени на ступень. Иерархическая база данных по своей структуре соответствует структуре иерархической файловой системы.
Реляционная база данных, по сути, представляет собой двумерную таблицу.
Столбцы таблицы называются полями: каждое поле характеризуется своим именем и топом данных. В реляционной БД используются четыре основных типов полей:
· Числовой,
· Символьный (слова, тексты, коды и т.д.),
· Дата (календарные даты в форме «день/месяц/год»),
· Логический (принимает два значения: «да» - «нет» или «истина» - «ложь»).
Строки таблицы являются записями об объекте.
Современные СУБД дают возможность включать в них не только текстовую и графическую информацию, но и звуковые фрагменты и даже видеоклипы.
| <== предыдущая лекция | | | следующая лекция ==> |
| Субъект и объект познания | | | Добровольный отказ от преступления понятие, признаки, особенности отказа на разных стадиях и при соучастии. |
Дата добавления: 2016-05-05; просмотров: 914;