БЛОК И ГОЛОВКА ЦИЛИНДРОВ
Блок цилиндров. Цилиндры двигателя расположены вертикально в ряд и отлиты из серого чугуна заодно с верхней частью картера. Блок цилиндров полностью взаимозаменяем с блоком двигателя М-20.
Для уменьшения износа цилиндров в верхнюю часть их запрессованы гильзы из кислотоупорного чугуна, длиною в 50 мм. Толщина стенки гильзы равна 2 мм.
Эти гильзы увеличивают износоустойчивость цилиндров в 2 - 3 раза.
Блок имеет водяную рубашку по всей длине цилиндров двигателя. Впускные и выпускные каналы выполнены в блоке раздельно для каждого цилиндра в целях улучшения наполнения цилиндров горючей смесью.
Седла выпускных клапанов изготовлены из специального жароупорного чугуна высокой твердости и запрессованы в блок; седла впускных клапанов выполнены непосредственно в теле блока.
В нижней части блока расположены четыре коренных подшипника коленчатого вала, крышки которых точно фиксируются пазами, сделанными в верхней части картера. Каждая крышка крепится к блоку двумя болтами, головки которых шплинтуются: на первых трех подшипниках - проволокой, на четвертом - специальной запорной пластиной. Крышки коренных подшипников на заводе проходят окончательную обработку совместно с блоком и поэтому взаимонезаменяемы.
К задней плоскости блока шестью болтами крепится картер сцепления, фиксируемый на блоке двумя установочными штифтами. Необходимая соосность коленчатого вала и первичного вала коробки передач обеспечивается окончательной обработкой картера сцепления в сборе с блоком цилиндров. Поэтому переставлять картеры сцеплений с одного блока на другой нельзя.
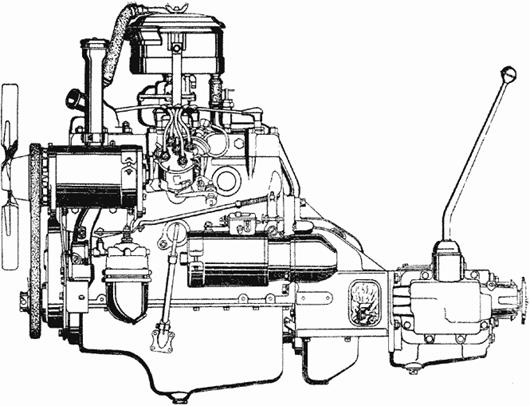
Фиг. 5. Вид на двигатель с правой стороны.
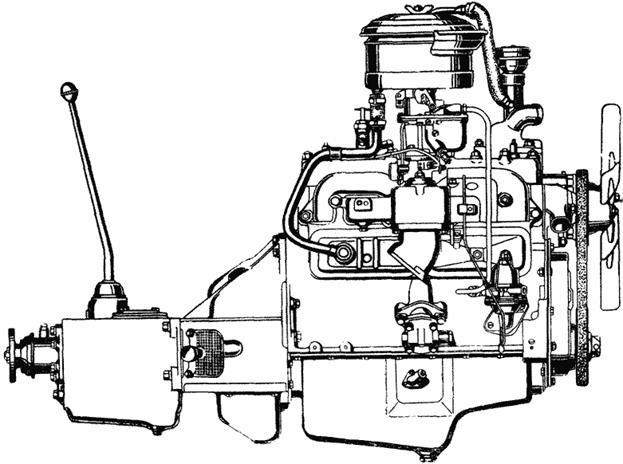
Фиг. 6. Вид на двигатель с левой стороны.
Головка цилиндров. Общая для всех цилиндров, съемная, отлита из алюминиевого сплава. Взаимозаменяема с головкой двигателя М-20. Между блоком и головкой цилиндров ставится уплотняющая прокладка, изготовленная из асбестового полотна, пропитанного графитом.
Толщина прокладки в сжатом состоянии составляет приблизительно 1,5 мм. Окна камер сгорания и водяные отверстия в прокладке окантованы жестью толщиной 0,25 мм.
Во избежание приставания асбеста к блоку и головке, прокладку, перед постановкой на место, необходимо натирать с обеих сторон графитным порошком.
Головка цилиндров крепится к блоку 23 шпильками, под гайки которых поставлены плоские цианированные шайбы.
Порядок затяжки, а также подтяжки этих гаек очень важен; затяжку следует производить в два приема, сначала предварительно, а затем окончательно, в последовательности, указанной на фиг. 11.
 Рекомендуется пользоваться динамометрическим ключом (фиг. 12) с контролированным моментом затяжки в пределах 6,7 - 7,2 кг. При отсутствии такого ключа затяжку гаек производят обычным накидным ключом из комплекта шоферского инструмента, без рывков, усилием одной руки, во избежание срыва шпилек или деформации цилиндров.
Рекомендуется пользоваться динамометрическим ключом (фиг. 12) с контролированным моментом затяжки в пределах 6,7 - 7,2 кг. При отсутствии такого ключа затяжку гаек производят обычным накидным ключом из комплекта шоферского инструмента, без рывков, усилием одной руки, во избежание срыва шпилек или деформации цилиндров.
Затяжку или подтяжку гаек нужно производить обязательно на холодном двигателе, так как вследствие различных коэффициентов линейного расширения алюминиевой головки и стальных шпилек затяжка, произведенная на горячем двигателе, окажется недостаточной после его остывания.

Фиг. 8. Продольный разрез двигателя.
Дата добавления: 2016-05-19; просмотров: 1126;