Снятие нагрузочной характеристики сварочного трансформатора
 |
Внешней вольтамперной характеристикой называется зависимость напряжения источника питания от величины сварочного тока (рис.20).
Для ручной электродуговой сварки используются источники питания с крутопадающей характеристикой, т.к. при изменении длины дуги, неизбежном при ручной сварке, значительно меняется напряжение, а сила тока остается практически постоянной. Напряжение холостого хода должно быть достаточно высоким для зажигания дуги в начале работы.
Если же сварка ведется в защитных газах с применением относительно тонких электродных проволок, то в этом случае требуются источники тока с жесткими характеристиками (кривая 3), т.к. происходит процесс саморегулирования за счет изменения скорости плавления электрода.
Следовательно, применение той или иной характеристики определяется необходимостью обеспечения устойчивого горения дуги.
Для снятия нагрузочной (также называют ее внешней, или вольтамперной) характеристики трансформатора собирается электросхема (рис.21), включающая в себя испытываемый трансформатор, балластное сопротивление Rб, вольтметр и амперметр.
Сначала замеряем напряжение холостого хода Uхх при отключенном балластном реостате. Потом устанавливаем максимальное значение омического сопротивления на балластном реостате (включен рубильник 1), отмечаем показания амперметра и вольтметра. Далее ступенчато увеличением количества включенных рубильников снижаем сопротивление реостата (6…8) точек и фиксируем соответствующие значения I и U.
Из табл. 5 видно, что включением различных номеров включаемых рубильников можно обеспечить промежуточные значения силы тока при испытании сварочного трансформатора. Рубильники могут включаться как раздельно, так и комбинированно – совместное включение 2, 3. …6 рубильников. При этом в испытательную схему включаются параллельно сопротивления R1+R2,R3 ,R4…R8+R9 (рис.21), что приводит к изменению сопротивления всей цепи.
Таблица 5.
Регулирование сварочного тока включением рубильников
| № | J, А | № | J, А | № | J, А | № | J, А | № | J, А |
| 1+2 2+3 1+2+3 1+4 | 2+4 1+2+4 2+3+4 1+2+3+4 1+5 2+5 | 1+2+5 2+3+5 1+2+3+5 4+5 1+4+5 2+4+5 1+2+4+5 | 2+3+4+5 1+2+3+4+5 5+6 1+5+6 2+5+6 1+2+5+6 1+2+4+5 | 1+2+3+5+6 4+5+6 1+4+5+6 2+4+5+6 1+2+4+5+6 2+3+4+5+6 1+2+3+4+5+6 |
. 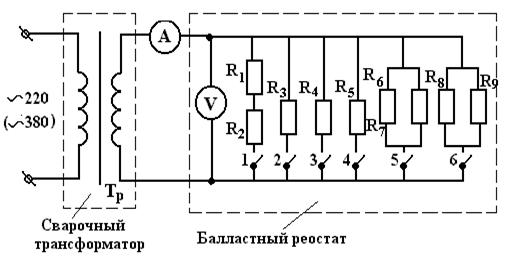
Рис.21. Схема снятия нагрузочной характеристики сварочного трансформатора
Дата добавления: 2016-05-11; просмотров: 1852;