Технологическая оснастка
На рис.22. показана схема подключения сварочного трансформатора в условиях строительной площадки. Необходимо обеспечить укрытие трансформатора от атмосферных осадков. Напряжение подсоединения первичной обмотки 380В (подключается к 2-м фазам трехфазной сети). Подключение вторичной цепи трансформатора выполняются с помощью сварочного кабеля и контактного зажима к свариваемой детали, а второго кабеля – к электродержателю. При больших расстояниях места сварки от трансформатора производится удлинение сварочных кабелей с помощью соединительных муфт.
При строительно-монтажных работах применяют сварочные кабели марок КРТП, КРПГ, РДГ. Это кабели с медными жилами, заключенными в резиновую изоляцию и оболочку. Сечение сварочного кабеля подбирают в зависимости от величины сварочного тока, т.е. определяется маркой трансформатора и выполняемой работой:
Сварочный ток, А - 240 300 400 500
Площадь сечения кабеля, мм2 - 25 35 50 70
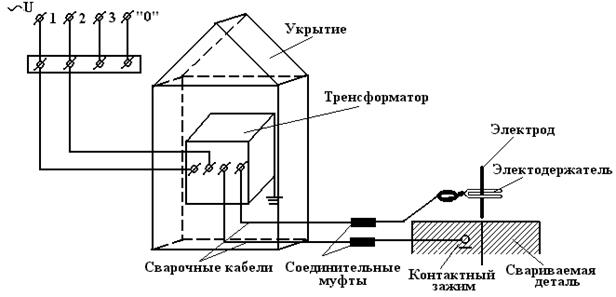 Рис.22. Схема подключения сварочного трансформатора.
Рис.22. Схема подключения сварочного трансформатора.
Наборы инструментов для сварщика включают в себя:
- муфты соединительные для наращивания длины кабелей;
- электродержатели (ЭД-125, ЭД-315 и др.);
- щитки защитные, стекла и светофильтры;
- зажимы контактные;
- шлакоотделители (молоток, зубило, …);
- металлические щетки.
Конструкция электродержателей должна обеспечивать быструю замену электрода (не более 4 с), закрепление электрода в одной плоскости не менее чем в двух положениях (перпендикулярное и под углом), надежное подсоединение сварочных кабелей, стойкость материала электродержателя к термическому воздействию электрической дуги, электрическую безопасность для сварщика (сопротивление изоляции должно быть не менее 5 МОм).
Электродержатели по устройству делятся на типы: простейшие - вилочные и пластинчатые, и более сложные – пассатижные и защелочные.
Выпускаются 6 моделей защитных щитков, отличающихся размерами светофильтров (52´102 и 90´102 мм) и креплением (ручным или наголовным).
По сравнению с ранее изготовляемыми фибровыми масками новые защитные щитки (пластмасса - поликарбонатная смола дифлон) имеют литой бесшовный корпус, более надежны, эстетичнее, прочнее и на 10…15 % уменьшают попадание вредных газов в зону дыхания сварщика.
В рамку щитка вставляется два стекла: внутреннее темное наружное бесцветное, необходимое для защиты внутреннего стекла от металлических брызг. В зависимости от силы сварочного тока применяют стекла типов:
| Э–1 Э–2 Э–3 Э–4 | Jн до 75А, Jн до 200А, Jн до 400А, Jн свыше 400А. |
Плавящие электроды
Электроды для ручной электродуговой сварки представляют собой стержни длиной от 350 до 450 мм, изготовленные из сварочной проволоки диаметром от 0,3 до 12 мм, на поверхность которой нанесена обмазка (покрытие). Для зажатия электрода в держателе один конец его не имеет покрытия на длине 20…30 мм.
Покрытие электрода необходимо для повышения устойчивости горения дуги (ионизация воздушного пространства между электродом и свариваемой деталью), для защиты от вредного воздействия воздуха расплавленным шлаком и газами, выделяющимися при плавлении обмазки, для легирования и рафинирования (очистки) расплавленного металла сварного шва.
Покрытие электрода расплавляется несколько позже металлического стержня, при этом образуется небольшой защитный чехол, а расплавленный шлак всплывает на поверхность металла, пропуская газ и растворяя окислы.
Электроды для ручной электродуговой сварки классифицируются по назначению (для сварки углеродистых и легированных сталей, алюминия и чугуна и др.), по физико-химическим и механическим (прочность, ударная вязкость и др.) свойствам металла сварного шва и по виду покрытия.
Все разнообразие металлических плавящих электродов для сварки сталей представляется в виде схемы (рис.23) условных обозначений электродов. Указанная схема приводится на каждой пачке электродов. Использование этой схемы позволяет определить назначение и геометрические характеристики электрода (диаметр стержня и толщина обмазки), вид обмазки, механические и качественные характеристики наплавленного металла, технологические особенности режима наплавки (род тока, полярность и напряжение, допустимое пространственное положение сварного шва) и государственные стандарты на электрод. Следовательно, в эту схему включается вся гамма особенностей применения электродов. Эта схема служит основой выбора электрода для сварки конкретных деталей.
 Е Е
| ||||||||||||
1. Тип электрода по механическим свойствам сварного шва (Э38, Э42, Э46, … Э125, Э140). Цифра указывает значение предела прочности материала электрода, sв, в кгс/мм2, индекс А в конце обозначения – повышенная пластичность сварного шва, например: Э50А.
2. Марка (промышленное обозначение) электрода.
3. Диаметр электрода, мм.
4. Обозначение назначения электрода:
У – для сварки углеродистых сталей, sв < 60 кгс/мм2;
Л – для сварки легированных сталей, sв >60 кгс/мм2;
Т – для сварки легированных теплоустойчивых сталей;
В – для сварки высоколегированных сталей;
Н – для наплавки поверхностных слоев.
5. Обозначение толщины покрытия:
М – тонкое (D/dэ < 1,2);
С – среднее (D/dэ < 1,45);
Д – толстое (D/dэ < 1,8);
Г – особо толстое (D/dэ > 1,8),
где D – диаметр покрытия; dэ – диаметр металлического стержня электрода.
6. Группа электрода; в зависимости от качества изготовления, сплошности металла шва и содержания серы и фосфора имеются три группы: 1, 2 и 3.
7. Группа индексов, указывающих характеристику наплавленного металла шва по ГОСТ 9467-75, 10051-75 или 10052-75.
8 – Обозначение вида покрытия:
А – кислое; Б – основное; Ц – целлюлозное; Р – рутиловое; П – прочие.
9. Обозначение пространственных допустимых положений при сварке:
1 – для всех;
2 – для всех, кроме вертикальных «сверху вниз»;
3 – для нижних, верхних и вертикальных «сверху вниз»;
4 – для нижних.
10. Обозначения рода тока, полярности и напряжения холостого ходы:
| О - обратная полярность, постоянный ток | |||||||
| Любая – | – | – | |||||
| Прямая – | – | – | |||||
| Обратная – | – | – | |||||
| UXX | 50 В | 70 В | 90 В | ||||
11. Обозначения стандарта «Электроды покрытые металлические». Классификация, размеры и общие технические требования. ГОСТ 9466-75.
12. Обозначения стандарта на тип электрода.
Разнообразие типов электродов и назначений их видны из таблицы 6 .
Таблица 6.
Типы электродов.
| ГОСТ | Типы | Для сварки сталей | |
| Кол-во | Обозначения | ||
| ГОСТ 9467-75 | Э-42, Э-38,Э-42А и др. | углеродистых и низколегированных | |
| Э-70, Э-100,Э-150 и др. | легированных | ||
| Э-09М, Э-09Х2М1, Э-16Х1М1НФБ и др. | легированных теплоустойчивых | ||
| ГОСТ 10051-75 | Э-11Г3, Э-350Х26Г2СТ и др. | поверхностные износостойкие слои | |
| ГОСТ 10052-75 | Э-12Х13, Э-08Х24Н6ТАФМ и др. | Коррозийно-стойкие, жаропрочные, … |
Одному типу электрода может соответствовать несколько марок электродов (табл.7).
Таблица 7.
Марки электродов
| Тип электродов | Марка электродов | Род тока и полярность | Пространственное положение шва |
| Э42 | АНО - 6 | Постоянный и переменный | Все положения |
| АНО - 1 | Постоянный и переменный | Нижнее | |
| Э42А | УОНИ – 13/45 | Постоянный, обратной полярности | Все положения, кроме вертикального сверху вниз |
| СМ - 11 | Переменный и постоянный, обратной полярности | Все положения | |
| ОЗС - 2 | Переменный и постоянный, обратной полярности | Все положения | |
| Э-60 | ВСФ-65У | Постоянный, обратной полярности | Все положения, кроме сверху вниз |
| Э10Х22Н13С2 | ОЗЛ-6 | Постоянный, обратной полярности | Все положения, кроме сверху вниз |
Достаточно высокого качества изготовляются плавящие электроды на Тюменском заводе сварочных электродов Sibies (приложение 8).
Расшифровку марок электродов (вариант табл.8) проводить согласно схеме, представленной на рис.23.
Таблица 8.
Варианты обозначений электродов
| № | Обозначения электродов |
| Э46А – УОНИ 13/45 – 3 УД2 ГОСТ 9466-75 ГОСТ 9467-75 Е – 43 2(5) – Б10 | |
| Э42 – АНО – 6М – 4 – УД3 ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 2(5) – Р44 | |
| Э42 – ВСЦ – 4 – 4 – УСЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 5(3) – Ц14 | |
| Э42А – УП-1/45 – 5 – УДЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 2(5) – Б20 | |
| Э60 – ВСФ – 65У – 4 – УДЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – Б11 | |
| Э50А – ОЗС – 18 – 6 – УДЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 51 – 7 – Б16 | |
| Э60 – ВСФ – 65У-3 – УС2 ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – Б13 | |
| Э10 – Х25Н13С2 – ОЗЛ – 6 – 4 – ВС2 ГОСТ 9466-75 ГОСТ 9467-75 Е – 51 – 7 – Р10 | |
| Э07Х20Н9Г2Б – ОЗЛ – 8 – 3 – ВМ1 ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – П20 | |
| Э09Х1М – ЦЛ – 30 – 63 – 4 – НД1 ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 0(3) – Р25 | |
| Э55 – УОНИ 13/55 – 4 – УД2 ГОСТ 9466-75 ГОСТ 9467-75 Е – 43 – 2(5) – Б21 | |
| Э42 – АНО – 6М – 5 – УС3 ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 2(5) – Р14 | |
| Э42 – ВСЦ – 4 – 4 – УСЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 5(3) – Ц14 | |
| Э42А – УП-1/45 – 5 – УДЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 2(5) – Б20 | |
| Э60 – ВСФ – 65У – 4 - УДЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – Б17 | |
| Э50А – ОЗС – 18 – 6 - УДЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 51 – 7 – Б16 | |
| Э60 – ВСФ – 65У-3 – УС3 ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – Б16 | |
| Э07Х20Н9 – ОЗЛ – 8 – 4 – ВС2 ГОСТ 9466-75 ГОСТ 9467-75 Е – 51 – 7 – Р10 | |
| Э07Х20Н9Г2Б – ОЗЛ – 8 – 3 – ВМ ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – П20 | |
| Э09Х1М – ЦЛ – 30 – 63 – 4 – НД1 ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 0(3) – Р25 | |
| Э42 – АНО – 6М – 4 – УД3 ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 2(5) – Р44 | |
| Э42 – ВСЦ – 4 – 4 - УСЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 41 – 5(3) – Ц14 | |
| Э60 – ВСФ – 65У-3 – УС2 ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – Б13 | |
| Э07Х20Н9 – ОЗЛ – 8 – 4 – ВС2 ГОСТ 9466-75, ГОСТ 9467-75 Е – 51 – 7 – Р10 | |
| Э50А – SE-08-00 – 2,5 - УД ГОСТ 9466-75, ТУ 1273-002-33082214-99 Е – 51 – 7 – Б16 | |
| SE-03-00 – 4 - ВД ГОСТ 9466-75, ГОСТ 9467-75 Е – 51 – 7 – Б16 ТУ 1272-006-33082214-00 | |
| Э50А – ОЗС – 18 – 6 - УДЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 51 – 7 – Б16 | |
| Э60 – ВСФ – 65У – 5 - УДЗ ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – Б17 | |
| Э46 – ВСФ – 65У-4 – УС2 ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – Б16 | |
| Э08Х18Н9Г2Б – ОЗЛ – 8 – 2 – ВМ1 ГОСТ 9466-75 ГОСТ 9467-75 Е – 11ГМ – 5 – П20 |
Дата добавления: 2016-05-11; просмотров: 1604;