Источники электропитания
Питание сварочной дуги выполняется от источников переменного или постоянного тока, которые должны обеспечивать легкое возбуждение и последующее стабильное горение дуги.
Величина напряжения холостого хода должна быть в 2,5…3 раза выше рабочего напряжения и составлять:
для источников постоянного тока более 30…35 В;
для источников переменного тока более 50…55 В.
С позиций безопасности сварщика максимум напряжения холостого хода составляет 90 В для однофазного трансформатора.
Основными показателями источников питания являются:
-мощность, кВт;
-максимальный сварочный ток, А
-величина напряжения холостого хода, В;
- форма внешней характеристики;
- продолжительность работы (ПР), %;
- продолжительность включения (ПВ), %.
Величина продолжительности работы ПР определяется отношением времени работы tр источника под нагрузкой к длительности полного цикла tц его работы:
 , %.
, %.
Так, если tр = 3 мин, а tц = 5 мин, то ПР = 3/5´100 = 60 % .
Аналогично вычисляется продолжительность включения ПВ; отличие ПВ от ПР только в том, что при расчете ПВ учитывается выключение источника от сети питания (это делается в установках автоматической и полуавтоматической сварки на переменном токе).
Источники постоянного тока это сварочные генераторы (электромотором переменного тока вращается вал генератора постоянного тока), сварочные агрегаты (карбюраторный или дизельный двигатель вращает вал генератора постоянного тока) и выпрямители (селеновые, германиевые и др.).
Источниками переменного тока являются также сварочные агрегаты и сварочные трансформаторы. В производстве чаще всего используются сварочные трансформаторы, т.к. они конструктивно просты, надежны в работе, позволяют удобно регулировать параметры сварки.
Сварочные трансформаторы
Сварочные трансформаторы (приложение 7) могут быть (рис.18) однофазными (подсоединяются к нулю и к одной фазе электросети), двухфазные (подсоединяются к двум фазам) и трехфазные (подсоединяются к трем фазам)
Однофазные трансформаторы удобны при наличии только одной фазы электросети (бытовые условия), имеют небольшой вес и размеры, транспортабельны, иногда имеют дополнительные зарядно-пусковые устройства для подзарядки аккумуляторов автомобилей, тракторов и строительно-дорожных машин и для облегчения запуска в зимнее время автотракторных двигателей. У них в основном небольшой сварочный ток (до 120…160 А), поэтому можно проводить сварку деталей небольшой толщины сварочными электродами малого диаметра (до 3…4 мм) и затруднена резка металла.
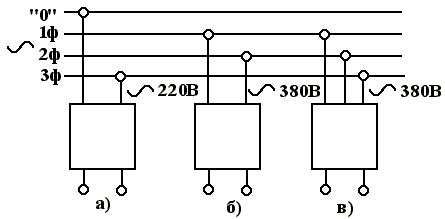
Рис.18. Схемы подсоединения однофазных (а), двухфазных (б) и трехфазных (в) трансформаторов к электрической сети
Двухфазные трансформаторы наиболее распространены в условиях строительной площадки (максимальный сварочный ток до 300…500 А) и можно использовать электроды диаметром до 5…6 мм как для сварки, так и для резки металлов относительно больших толщин.
Трехфазные трансформаторы используются в заводских условиях, где требуются большие мощности сварочной дуги, а одновременно могут работать от одного трансформатора несколько сварщиков.
В трансформаторах с нормальным магнитным рассеиванием и дополнительной реактивной катушкой имеется общий магнитопровод с тремя обмотками: первичной, вторичной и реактивной Регулировкой зазора в магнитопроводе изменяют магнитное сопротивление сердечника, что ведет к изменению силы сварочного тока. По такой схеме изготовляют трансформаторы ТСД-500-1, ТСД-1000-4, ТСД-2000, СТ-2000 и др.
В трансформаторах с увеличенным магнитным рассеянием для изменения величины сварочного тока изменяют расстояние между первичной и вторичной обмотками. При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока. При увеличении расстояния между обмотками увеличивается индуктивность рассеяния и сварочный ток уменьшается. На таком принципе работают трансформаторы типа ТС, ТСК, ТД и др.
В трансформаторах с магнитным шунтом изменение индуктивности рассеяния производится с помощью шунта. При уменьшении зазора между шунтом и сердечником сила тока уменьшается. На этом принципе устроены трансформаторы типа СТШ.
Трансформаторы серии ТДМ снабжены механическим регулятором силы тока в виде ходового винта. Ходовой винт вращается рукояткой и, ввинчиваясь в гайку, передвигает вторичную (подвижную) обмотку. При увеличении расстояния между обмотками увеличивается индуктивное сопротивление и уменьшается ток и наоборот.
Все указанные трансформаторы имеют падающую (рис.19) внешнюю характеристику и предназначены для ручной электродуговой сварки и сварки под слоем флюса.
Источники постоянного тока
Источниками постоянного тока являются одно- и многопостовые генераторы и выпрямители. Генераторы имеют привод от электромотора или двигателя внутреннего сгорания.
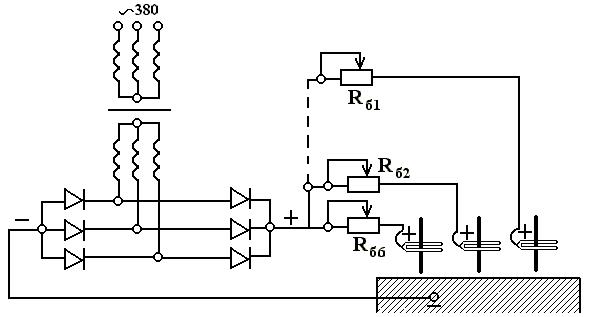
Рис.19. Принципиальная схема 3-х фазного сварочного выпрямителя ВДМ-1001 У1 с балластными реостатами РБ-301 У2 (Rб1,Rб2…Rб6).
Более просты по конструкции и надежнее в работе (у них нет вращающихся деталей) сварочные выпрямители, состоящие из понижающего трансформатора и блока выпрямительных вентилей (диоды, селеновые или кремниевые пластины).
Выпрямители могут быть однопостовыми или многопостовыми. Так выпрямитель ВДМ-1001 У1 относится к 3-х фазным многопостовым (до 6 рабочих мест) сварочным выпрямителям (рис.19), обеспечивающим с помощью балластных реостатов РБ-301 сварочный ток до 300 А на каждом посту при номинальном напряжении 60 В (напряжение холостого хода 70 В). Сварочный ток РБ-301У2 вводом в электрическую цепь электропитания омического сопротивления от 0,095 до 2,5 Ом.
Дата добавления: 2016-05-11; просмотров: 1840;