ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕГО ИНСТРУМЕНТА
Совокупность геометрических параметров режущего инструмента однозначно описывает форму и взаимное расположение всех его элементов (корпуса, лезвий, элементов крепления и регулировки лезвий в корпусе и корпуса в станке). Геометрию инструмента как единого целого мы будем подробно рассматривать в главах, посвященных конкретным видам режущих инструментов.
Геометрия лезвия подробно изучается в курсе резания. Напомним некоторые основные сведения о геометрии лезвия, учитывая большое значение этого раздела в науке о режущем инструменте.
Лезвия всех видов режущего инструмента имеют форму клина (рис.1.1), ограниченного четырьмя поверхностями. Поверхность abcd, контактирующую со срезаемым слоем и стружкой, называют передней поверхностью A ; поверхность abef, контактирующую в процессе работы с поверхностью резания, называют задней поверхностью A , а две поверхности bce и adf, ограничивающие дли- ну лезвия, — боковыми поверхностями. При открытом резании (рис. 1.1а) боковые поверхности располагаются вне обрабатываемой заготовки и в резании активно не участвуют. При полузакрытом резании (рис. 1.1в) одна, а при закрытом (рис. 1.1г) обе боковые поверхности контактируют с заготовкой и являются вспомогательными задними поверхностями A .
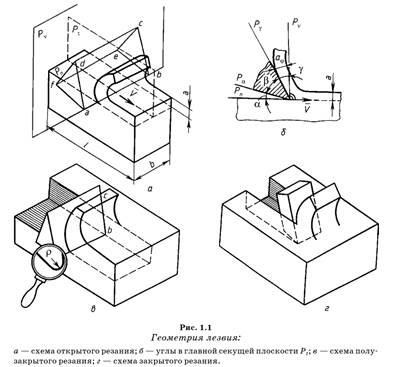 |
Пересечение передней поверхности с задними образует режущие кромки К: главную ab, формирующую большую сторону сечения срезаемого слоя, и вспомогательные bc и ad, формирующие меньшие стороны сечения срезаемого слоя при полузакрытом и закрытом резании. Участок сопряжения главной и вспомогательной режущих кромок называют вершиной лезвия.
В общем случае и передняя, и задние поверхности могут быть любой формы (плоские, ломаные, криволинейные). Однако чаще всего для удобства заточек лезвия передняя поверхность плоская. При плоской передней поверхности форма режущей кромки (а следовательно, и форма обработанной поверхности изделия) определяется формой задней поверхности лезвия.
Положение элементов лезвия в пространстве характеризуют угловые параметры, измеряемые в различных координатных плоскостях (рис. 1.1а). Основная плоскость Рv— координатная плоскость, проведенная через заданную точку режущей кромки перпендикулярно вектору скорости главного движения V. Плоскость резания Рn— координатная плоскость, касательная к режущей кромке в заданной точке и перпендикулярная основной плоскости Рv. Главная секущая плоскость  — координатная плоскость, перпендикулярная к линии пересечения основной плоскости Рvи плоскости резания Рп.
— координатная плоскость, перпендикулярная к линии пересечения основной плоскости Рvи плоскости резания Рп.
Различают углы главной и вспомогательной режущих кромок. Углы главной режущей кромки показаны на рис. 1.1б. Передний угол  — угол в главной секущей плоскости
— угол в главной секущей плоскости  , между основной плоскостью Рvи передней поверхностью лезвия
, между основной плоскостью Рvи передней поверхностью лезвия  . Если этот угол расположен вне тела лезвия (как на рис. 1.1б), он считается положительным, если в теле лезвия — отрицательным. Угол заострения
. Если этот угол расположен вне тела лезвия (как на рис. 1.1б), он считается положительным, если в теле лезвия — отрицательным. Угол заострения  — угол в главной секущей плоскости
— угол в главной секущей плоскости  , между передней поверхностью лезвия
, между передней поверхностью лезвия  и задней поверхностью
и задней поверхностью  . Задний угол
. Задний угол 
— угол в главной секущей плоскости  , между задней поверхностью
, между задней поверхностью  и плоскостью резания Рп.Угол резания — угол в главной секущей плоскости
и плоскостью резания Рп.Угол резания — угол в главной секущей плоскости  , между передней поверхностью лезвия
, между передней поверхностью лезвия  и плоскостью резания Рп. Между углами режущей кромки по определению существуют простые зависимости
и плоскостью резания Рп. Между углами режущей кромки по определению существуют простые зависимости  При рассмотрении геометрии лезвия мы исходим из допущения, что ограничивающие его поверхности абсолютно гладкие, а режущие кромки — линии. На самом деле даже тщательно заточенные лезвия не являются абсолютно гладкими и острыми, их поверхности шероховатые, а образованные пересечением перед- ней и задней поверхностей режущие кромки представляют собой не линии, а переходную поверхность радиуса P0= 2 – 4 мкм.
При рассмотрении геометрии лезвия мы исходим из допущения, что ограничивающие его поверхности абсолютно гладкие, а режущие кромки — линии. На самом деле даже тщательно заточенные лезвия не являются абсолютно гладкими и острыми, их поверхности шероховатые, а образованные пересечением перед- ней и задней поверхностей режущие кромки представляют собой не линии, а переходную поверхность радиуса P0= 2 – 4 мкм.
Микрогеометрия лезвия характеризует форму, размеры и шероховатость рабочей части лезвия. Различают продольную (характеризующую шероховатость поверхностей) и поперечную (характеризующую форму переходной поверхности, в которой сопрягаются передняя и задняя поверхности) микрогеометрию рабочей части. Параметры продольной микрогеометрии определяют в результате обработки профилограмм соответствующих участков рабочих поверхностей.
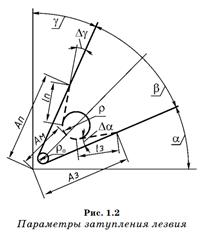 |
В процессе резания рабочая часть лезвия изнашивается по передней и задней поверхностям и режущим кромкам (рис. 1.2). Чем больше наработка лезвия, тем больше радиус затупления
 , износ по передней поверхности Апи по задней поверхности Аз, укорочение лезвия по биссектрисе угла заточки
, износ по передней поверхности Апи по задней поверхности Аз, укорочение лезвия по биссектрисе угла заточки  . В пределах изношенной передней поверхности длинойlпчаще всего износ сопровождается уменьшением переднего угла на величину
. В пределах изношенной передней поверхности длинойlпчаще всего износ сопровождается уменьшением переднего угла на величину  в пределах изношенной задней поверхности длинойlз— уменьшением заднего угла на величину
в пределах изношенной задней поверхности длинойlз— уменьшением заднего угла на величину  практически всегда при износе увеличивается радиус округления лезвия
практически всегда при износе увеличивается радиус округления лезвия  . Перечисленные параметры
. Перечисленные параметры  служат критериями затупления лезвия. Затупление сопровождается снижением режущей способности лезвия и ухудшением оценочных параметров процесса резания: увеличением сил и мощности резания, температуры в зоне резания, вибраций и снижением качества обработки (увеличением шероховатости обработанной поверхности, длины сколов, снижением точности получаемой детали и т. п.). Для восстановления режущей способности инструмента затупившиеся лезвия заменяют новыми или затачивают, удаляя шлифованием с поверхностей лез- вия слой металла, достаточный для воспроизведения начальной микрогеометрии лезвия.
служат критериями затупления лезвия. Затупление сопровождается снижением режущей способности лезвия и ухудшением оценочных параметров процесса резания: увеличением сил и мощности резания, температуры в зоне резания, вибраций и снижением качества обработки (увеличением шероховатости обработанной поверхности, длины сколов, снижением точности получаемой детали и т. п.). Для восстановления режущей способности инструмента затупившиеся лезвия заменяют новыми или затачивают, удаляя шлифованием с поверхностей лез- вия слой металла, достаточный для воспроизведения начальной микрогеометрии лезвия.
Дата добавления: 2017-02-04; просмотров: 2772;