РУЧНАЯ СВАРКА И НАПЛАВКА КАК МЕТОД ВОССТАНОВЛЕНИИ ДЕТАЛЕЙ С/Х МАШИН.
Сваркой - называют технологический процесс получения неразъемных соединений твердых металлов посредством установления межатомных связей между свариваемыми деталями при их местном нагреве или пластическом деформировании, или совместном действии того и другого.
Наплавка есть разновидность сварки и представляет собой процесс нанесения слоя металла на поверхность изделия.
Cварка и наплавка металлов классифицируются по следующим признакам:
· физическим;
· техническим;
· технологическим.
К физическим признакам относят:
· форму вводимой энергии;
· наличие давления;
· вид инструмента как носителя энергии.
В зависимости от вводимой энергии сварочные процессы разделены на три класса:
· термический;
· термомеханический;
· механический.
К термическому классу относятся такие виды сварки, которые выполняются плавлением с использованием тепловой энергии (дуговая, газовая, высокочастотная, термитная, электролаковая, плазменная, электронно-лучевая и лазерная);
термомеханическому - с применением тепловой энергии и давления (контактная, диффузионная, газопрессовая и взрывом);
механическому — с использованием механической энергии и давления (трением, ультразвуковая и холодная).
К техническим признакам относятся способ защиты зоны сварки, непрерывность процесса и степень механизации.
По способу защиты металла сварка бывает:
· воздухе;
· вакууме,
· защитных газах;
· под флюсом;
· пене;
· комбинированной защите.
В качестве защитных газов могут использоваться активные газы (углекислый газ, азот, водород, водяной пар и их смеси), инертные газы (аргон, гелий, их смеси) и смеси активных и инертных газов.
По непрерывности процесса различают непрерывные и прерывистые виды сварки и по степени механизации — ручные, механизированные и автоматические.
По технологическим признакам сварка может быть: дуговая, газовая, термитная, электрошлаковая, плазменная, электронно-лучевая, лазерная, контактная, диффузионная, газопрессовая, ультразвуковая, взрывом, трением и холодная.
Электродуговая сварка и наплавка. Электродуговая сварка относится к сварке плавлением с помощью электрической дуги. Если два электрода подключить к источнику тока и в дальнейшем их разъединить, то между ними в газообразной среде возникнет дуговой разряд. Электрическая дуга горит между угольным электродом и свариваемой деталью. Присадочный материал для заполнения сварочного шва вводится в ванну извне в виде отдельного прутка.
Сварка угольным электродом имеет небольшое распространение и используется главным образом при сварке тонколистовых материалов (облицовка комбайнов), наплавке твердыми сплавами почворежущих деталей плугов, культиваторов и др.
Классификация способов дуговой сварки:
1. По степени механизации:
· ручная;
· механизированная;
· автоматизированная;
· автоматическая.
2. По роду тока:
· постоянный;
· переменный;
· пульсирующий.
3. По состоянию дуги:
· свободная;
· сжатая.
4. По числу дуг:
· одно дуговая;
· многодуговая.
5. По полярности сварочного тока:
· прямой;
· обратный.
6. По виду электрода:
· плавящийся (металлический);
· неплавящийся (угольный, вольфрамовый и др.).
Основная характеристика плавления электрода — линейная скорость его плавления в единицу времени, обусловленная составом электрода, покрытием, режимом сварки, плотностью и полярностью тока.
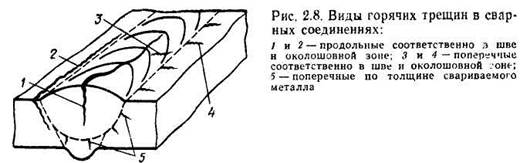
Горячие (микро- и макроскопические) трещины зарождаются в процессе сварки углеродистых сталей при температуре 1200... 1350 °С (рис. 2.8). На образование трещин влияет наличие в металле валика вредных примесей (углерода, кремния, серы, фосфора и водорода). Наличие в сварочном шве полезных примесей (марганца, никеля и хрома) уменьшает появление горячих трещин.
Холодные трещины возникают при температуре ниже 400 °С и делятся на закалочные и хрупкие.
Закалочные трещины образуются на границе сплавления в средне- и высоколегированных сталях перлитного и мартенситного классов вследствие того, что в присутствии мартенсита объем металла увеличивается и имеют место структурные напряжения
Хрупкие трещины появляются в наплавленном слое при его быстром охлаждении.
Поры возникают только на грани раздела фаз между твердым и жидким металлом, что объясняется наличием в жидком металле пузырьков газов СО, СО2, Н2 и др.
Способы снижения сварочных напряжений и деформаций. К таким способам относятся: отпуск, аргонодуговая обработка, проковка шва и околошовной зоны, термическая или механическая правка.
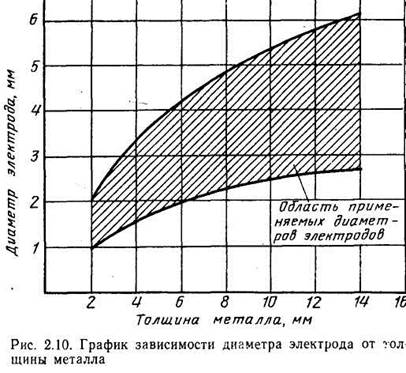
Диаметр электрода выбирают в зависимости от толщины восстанавливаемой детали.
Свариваемость материалов — способность металла образовывать сварные соединения с близкими в шее механическими свойствами к основному металлу по установленной технологии сварки.
Различают металлургическую, технологическую и эксплуатационную свариваемости.
Под металлургической свариваемостью понимают процессы, протекающие в зоне сплавления свариваемых деталей. В результате образуются неразъемные сварные соединения. .
Под технологической свариваемостью понимают возможность получения сварного соединения определенным способом. Она устанавливает режимы и способы сварки, технологическую последовательность выполнения сварочных работ.
Под эксплуатационной свариваемостью понимают прочность и пластичность сварных соединений при определенных условиях нагружения. Она служит суммарным проявлением в металлургической и технологической свариваемости. Ее критерием считается разрушающее усилие (нагрузка), характеризующее механическую прочность при испытании на срез или растяжение.
МЕХАНИЗИРОВАННАЯ СВАРКА И НАПЛАВКА КАК МЕТОД ВОССТАНОВЛЕНИИ ДЕТАЛЕЙ С/Х МАШИН
Дуговая наплавка под слоем флюса. Этот способ позволяет увеличить мощность сварочной дуги за счет увеличения допустимой плотности тока до 150. .200 А/мм2 (при ручной дуговой сварке плавящимся электродом не превышает 15...30 А/мм2) без опасности перегрева электрода. Производительность сварочно-наплавочных работ повышается в 6...7 раз по сравнению с ручной дуговой сваркой.
Горение дуги под слоем флюса способствует резкому снижению теплообмена с внешней средой, в результате чего удельный расход электроэнергии при наплавке металла уменьшается с 6...8 до 3...5 кВт-ч/кг. Значительно улучшается условия формирования наплавленного металла и его химический состав. Так, например, содержание кислорода в наплавленном слое в 20 и более раз, а азота втрое ниже, чем при наплавке ручным электродом.
Механизация процесса позволяет сократить потери электродного материала на разбрызгивание и огарки с 20..30 до 2...4%, а также снизить влияние квалификации сварщика на качество сварочно-наплавочных работ.
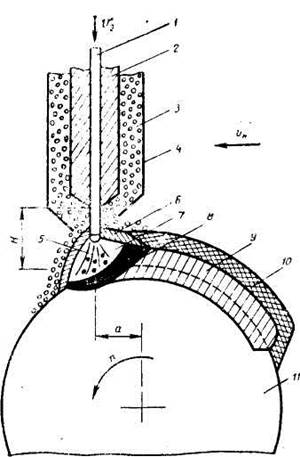
Между электродом 1 (рис. 2.14), проходящим через мундштук 2, и деталью // возбуждается электрическая дуга 5, В зону горения последней по флюсопроводу 4 поступает флюс 3. Тепловая энергия, возникающая при горении дуги, оплавляет электрод и расплавляет флюс. В результате образуется флюсовый пузырь, состоящий из газовой оболочки 7 и расплавленного флюса 6, что защищает дугу и расплавленный металл 8 от воздействия внешней среды по мере перемещения сварочной ванны наплавленный металл 9 остывает и формируется под защитой шлаковой корки И).
Наплавкой под слоем флюса восстанавливают и упрочняют детали с достаточно большими износами (до 3 мм),
В процессе наплавки наплавленный металл изменяет физико-механические свойства в широких пределах за счет выбора соответствующего флюса и электродного материала.
Назначение и свойства флюса определяются составом входящих в него компонентов.
Шлакообразующие вещества (марганцевая руда, полевой шпат, кварц, плавиковый шпат и др.) образуют шлаковую корку, необходимую для защиты металла от окисления в процессе его охлаждения и улучшения формирования металла шва.
Раскисляющие и легирующие вещества (ферромарганец, ферротитан, феррохром, алюминий и др.) способствуют раскислению сварочной ванны и легированию ее соответствующими элементами.
Газообразующие вещества (крахмал, декстрин, древесная мука и т. д.) при нагреве разлагаются с выделением значительного количества газов (СО и СОг), которые вытесняют воздух из зоны горения дуги.
Ионизирующие вещества (сода, поташ, двуокись титана) образуют легкоионизирующиеся газы, стабилизирующие горение дуги.
Различают плавленые и керамические флюсы и флюсосмеси.
Плавленые флюсы приготавливают сплавлением в печах компонентов, входящих в их состав, с последующей грануляцией.
Керамические флюсы включают ферросплавы с температурой плавления в 1,5...2,0 раза выше, чем остальные компоненты. Керамические флюсы за счет имеющихся в их составе ферросплавов позволяют легировать наплавленный металл хромом, титаном, алюминием и другими металлами (табл. 11). Однако стоимость таких флюсов выше.
Различают мелкозернистые (0,4...2,5 мм) и крупнозернистые (1,6...4,0 мм) флюсы. Плавленые флюсы имеют низкую стоимость, обеспечивают качественную защиту металла и его легирование марганцем и кремнием. Флюсосмеси состоят из дешевого плавленого флюса с добавками чугунной стружки, графита и ферросплавов.
Процессы наплавки под слоем флюса совершенствуются в направлении оптимизации режимов, выбора оборудования и наплавочных материалов. Производительность можно повысить за счет применения ленточных электродов, порошковых проволок и многоэлектродной наплавки.
К существенным недостаткам способа относятся: значительный нагрев деталей и возникновение их термических деформаций; вероятность прожога тонкостенных деталей; сложности, связанные с удалением шлаковой корки.
Вибродуговая наплавка — один из наиболее распространенных способов восстановления деталей на сельскохозяйственных ремонтных предприятиях. Это обусловлено рядом его особенностей: высокой производительностью (до 2,6 кг/ч); незначительным нагревом детали (до 100 СС); отсутствием существенных структурных изменений поверхности детали (зоны термического влияния при наплавке незакаленных деталей 0,6... 1,5 мм и закаленных — 1,8...4,0 мм), что позволяет наплавлять детали малого диаметра (от 8 мм), не опасаясь их прожога или коробления.
Особенность вибродуговон наплавки заключается в вибрации электрода, что обусловливает наплавление металла при низком напряжении источника тока, относительно небольшой мощности в сварочной цепи, когда непрерывный дуговой процесс не возможен. Вибрация улучшает стабильности наплавки и расширяет ее диапазон устойчивых режимов.
За счет вибрации электрод отводится от детали, и в разрыве возникает электрическая дуга (период дугового разряда), Энергия, запасенная в индуктивности, начинает освобождаться. Электродвижущая сила (ЭДС) самоиндукции складывается с ЭДС источника тока, в результате чего напряжение на дуговом разряде оказывается в два и более раза выше, чем на зажимах источника тока, причем оно поддерживается примерно постоянным, несмотря на изменение длины дуги. В этот период выделяется 90...95% тепловой энергии и кончик электрода оплавляется.
При достаточном удалении электрода от детали, а также израсходовании энергии, запасенной дросселем, дуга гаснет. Начинается период холостого хода. Он заканчивается тогда, когда электрод вновь касается детали и капля расплавленного металла переносится на ее поверхность. Цикл многократно повторяется, и на детали формируется валик наплавленного металла.
Длительность периодов короткого замыкания и горения дуги определяется частотой вибрации электрода, напряжением холостого хода и индуктивностью цепи. С увеличением напряжения и индуктивности возрастают период горения, а следовательно, количество выделившейся теплоты и производительность процесса. Однако чрезмерное их увеличение нарушает
стабильность процесса и возникают большие потери электродной проволоки. В каждом конкретном случае их следует подбирать оптимальными.
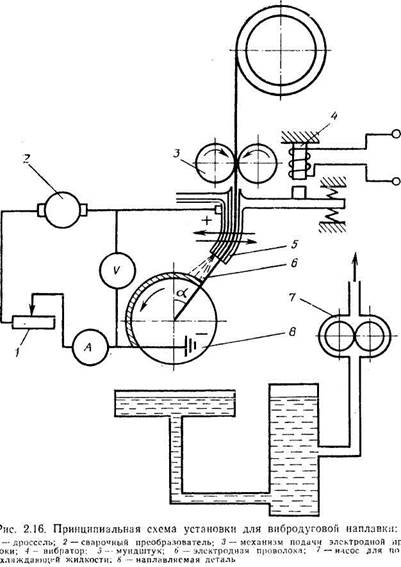
Установка для вибродуговой наплавки (рис. 2.16) состоит из: наплавочной головки, кренящейся на суппорте токарного станка; источника питания; дополнительной индуктивности (дросселя); системы подачи охлаждающей жидкости.
Особенность процесса с высокой скоростью охлаждении — значительная «пятнистость» слоя, вызванная взаимным термическим влиянием наплавляемых валиков. При использовании углеродистых электродов для закаленных валиков характерными структурами считаются мартенсит, а для зон сплавления — сорбит или тростит.
Наплавка в среде углекислого газа. Сварку и наплавку в среде защитных газов широко используют в ремонтном производстве. Однако высокая стоимость инертных газов ограничивается только сваркой деталей из алюминиевых сплавов и высоколегированных сталей.
| <== предыдущая лекция | | | следующая лекция ==> |
| ВЫБОР РАЦИОНАЛЬНЫХ СПОСОБОВ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ С/Х МАШИН. | | | ГАЗОТЕРМИЧЕСКОЕ НАПЫЛЕНИЕ КАК МЕТОД ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ СХМ. |
Дата добавления: 2016-04-19; просмотров: 3214;