Основные группы чеканов (общая форма и боевая часть).

35. Учебная работа «Олень». Фон обработан чеканом-канфарником.
Изготавливают чеканы из стального прутка. Можно взять для этого сталь У7 или У8. Чтобы придать инструменту необходимую твердость, его закаляют. Для этого можно использовать муфельную печь.
Проуесс закалки состоит в следующем: в муфельной печи инструменты, подвергающиеся закалке, равномерно нагревают до температуры 730 — 740° С. Нагрев чеканов ведут до тех пор, пока они не станут приблизительно одинакового цвета с внутренними стенками раскаленной печи. После этого их вынимают из муфеля и быстро охлаждают в сосуде с водой или маслом.
Качество закалки можно определить с помощью напильника. Если он скользит по чекану, не снимая слоя металла, значит, закалка сухая, и нужно произвести отпуск. Для этого на одной из сторон чекана делают шлиф и нагревают чекан в пламени горелки, следя за цветом на шлифе. Когда на нем появится соломенный цвет побежалости (это соответствует 200 — 220° С), нагрев прекращают и чекану дают остыть. Металл становится более мягким, вязким, хотя и в достаточной мере закаленным.
Процесс закалки сложен, требует внимания и аккуратности. Не сразу познаются тонкости этой операции.
Все рассмотренные виды чеканов могут быть в боевой части гладкими или матовыми, рисунчатыми, с насечкой или набивкой. Насечку на чекане выполняют до закалки следующим образом: после обработки боевой части ее отжигают, чтобы придать большую вязкость, ковкость этому участку чекана. При отжиге нагревают чекан или его боевую часть до температуры закалки, а затем охлаждают на воздухе.
Следующая операция — нанесение насечки. Чекан зажимают в тисках боевой частью кверху и канфарником набивают ячейки, после этого закаляют. Чекан надолго сохраняет насечку. Таким чеканом делают фактуру на отдельных частях декоративной композиции.
Кроме чеканов, в работе с листовым металлом могут применять пуансоны. Это такие же стержни, только боевая часть у них выгравирована в виде фигурного декоративного элемента, от удара которого на поверхности бляшки остается след в виде веревочки, розетки, сеточки, листьев, цветов и т. п. [С процессом гравирования можно познакомиться в книге: Флеров А. В. Технология художественной обработки металлов. М., 1968, с. 200 — 212.]. Увлекаться пуансонами не следует, иначе можно потерять сочность фактуры металла.
Во время работы чеканы ставят в невысокий стакан боевой частью кверху, чтобы сразу было видно, где находится нужный по форме инструмент. Чеканы держат несколько наклонно по отношению к плоскости металла, а пуансоны под удар молотка ставят вертикально.
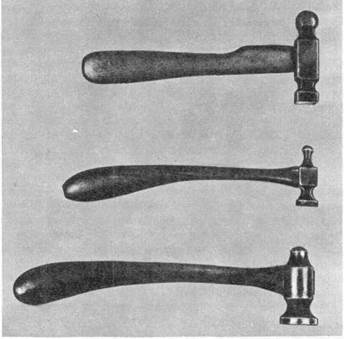
МОЛОТКИ
Для чеканки требуется молоток особой формы. Одна из сторон головки молотка предназначена для удара по чекану. Она должна быть плоская, достаточно широкая, чтобы не промахнуться при работе, когда все внимание сосредоточено на точке соприкосновения чекана с листом металла. Эта часть молотка может иметь квадратное или круглое очертание. Оборотная сторона головки молотка заточена шарообразно и используется при выколотке крупных рельефов на листовом материале. Это, в сущности, увеличенный чекан-пурошник.
Со средней частью молотка, где укреплена ручка, ударная плоскость и сферический выступ соединены шейками (рис. 36). Сталь для молотков применяют углеродистую, инструментальную У7 или У8.
Молотки, как и чеканы, кружковцы могут изготовить сами. Головка молотка весит от 70 до 120 — 130 г. Более тяжелые молотки (250 — 300 г) идут на крупные декоративные, оформительские работы, с которыми учащиеся сталкиваются довольно редко.
Дата добавления: 2016-04-19; просмотров: 861;