Принципы построения системы допусков и посадок для гладких соединений.
Стандарт на допуски и посадки представляет собой системы построенные по единым принципам, знание котроых способствует повышению производительности инженерного труда при назначении требований к точности изготовления деталей .
Нормирование осуществляется с использованием ЕСДП – единой системы допусков и посадок распространяемой на допуски размеров гладких элементов деталей и на посадки, образуемые при соединении деталей. Нормирование размеров осуществляется по ГОСТ путем обозначения размера, расположения поля допуска относительно размера и величины допуска. Стандарт охватывает определенный диапазон размеров. Например, ГОСТ 25346-82 охватывает размеры деталей до 500мм. Есть стандарты, которые охватывают размеры свыше 500 до 150мм, и свыше 3150мм до 10000мм. В ЕСДП в первую очередь стандартизованы базовые элементы необходимые для получения различных полей допусков, а не посадки. Каждое поле допуска представляет сочетание двух параметров: величины допуска и его положения относительно номинального размера.
Величину допуска Т определяют в зависимости от размера и квалитета.
Т= а ´ i.
где а – число единиц допуска, зависящее от квалитета, безразмерная величина, а i-единица допуска, которая отражает взаимосвязь между экономически выгодным достижением точности и размерами.
Для размеров до 500мм.  , мкм.
, мкм.
Где: Dm – среднее значение интервала номинального размера Dном.
(Формула эмпирическая Dm подставляется в мм, а результат читается в мкм.)
Для размеров от 500мм. до 10000мм
 где Dmax Dmin наибольший и наименьший размер интервала.
где Dmax Dmin наибольший и наименьший размер интервала.
Квалитет – совокупность допусков, характеризуемых постоянной относительной точность (определяемую коэффициентом а)
| Интервал размеров, мм | К в а л и т е т | ||||||||||||||||||
| 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
| До 3 Св. 3 до б » 6 » 10 » 10 » 18 » 18 » 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 250 » 250 » 315 » 315 » 400 » 400 » 500 | 0,3 0,4 0,4 0,5 0,6 0,6 0,8 1 1,2 2 2,5 3 | 0,5 0,6 0,6 0,8 1,2 1,5 2 | 0,8 1 1,2 1,5 1,5 2 2,5 3,5 4,5 | 1,2 1,5 1,5 2 2,5 2,5 3 9 10 | 2 2,5 2,5 3 8 10 12 13 15 | 8 10 12 14 16 18 20 | 9 11 13 15 18 20 23 25 27 | 9 11 13 16 19 22 25 29 32 36 40 | 10 12 15 18 21 25 30 35 40 46 52 57 63 | 87 100 115 130 140 155 | 84 100 120 140 160 185 210 230 250 | 90 110 130 160 190 220 250 290 320 360 400 | 100 120 150 180 210 250 300 350 400 460 520 570 630 | 140 180 220 270 330 390 460 540 630 720 810 890 970 | 250 300 360 430 520 620 740 870 1000 1150 1300 1400 1550 | 400 480 580 700 840 1000 1200 1400 1600 1850 2100 2300 2500 | 600 750 900 1100 1300 1600 1900 2200 2500 2900 3200 3600 4000 | 1000 1200 1500 1800 2100 2500 3000 3500 4000 4600 5200 5700 6300 | |
| Примечание. Для размеров до 1 мм квалитеты от 14-го до 17-го не применяют. |
IT7 а=10´1,6 =16,
IT8 а=25,
IT9 а=40,
IT10 а=64,
IT11 а=100,
IT12 а=160,
и т.д.
Упрощенно, при отсутствии таблиц, значение допуска можно вычислить по формуле:
Т @ а ´ (  ).
).
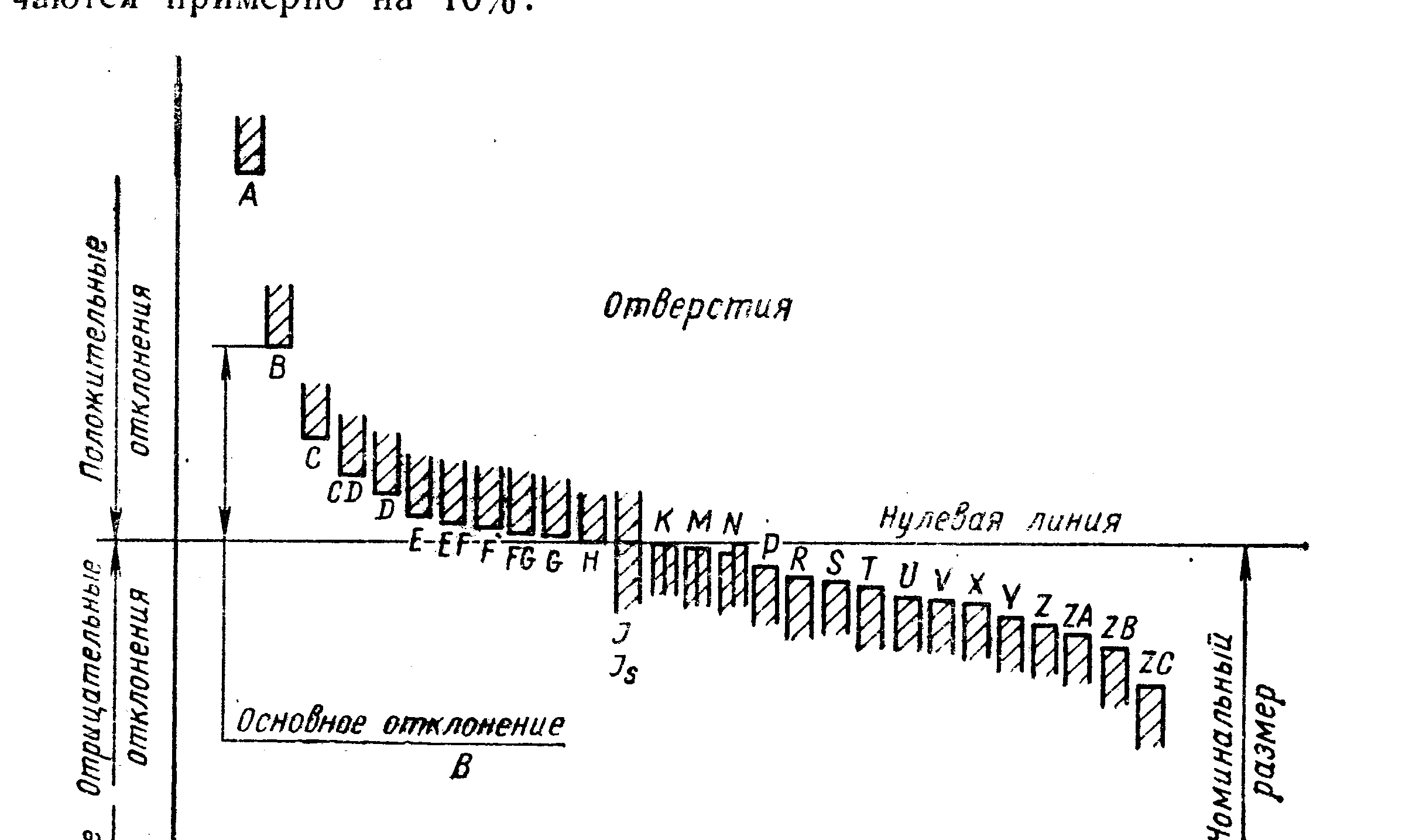
Для определения расположения допуска относительно номинального размера ЕСДП предусмотрено по 27 вариантов основных отклонений валов и отверстий. Основным считается наименьшее по абсолютной величине (расположенное ближе к номинальному размеру), одно из двух отклонений (верхнее или нижнее).
Основные отклонения отверстий обозначаются строчными (заглавными) буквами (или буквосочетаниями) латинского алфавита от А до Z, а основные отклонения валов прописными (маленькими) буквами (или буквосочетаниями) от а до z.
Схема расположения основных отклонений отверстий и валов относительно номинального размера детали приведена на рис, а их значения в таблице.
|
| Линия нулевых отклонений от номинального размера |
| ОСНОВНЫЕ ОТКЛОНЕНИЯ отверстий |

|
| ОСНОВНЫЕ ОКЛОНЕНИЯ ВАЛОВ |
| ei + |
| es - |
| ES - |
| EI + |


Схемы расположения основных отклонений отверстий и валов
| Таблица 3.2. Значения основных отклонений и поправки к основным отклонениям К, М, N (до 8-го квалитета для размеров св. 6 мм) и от РдоZ. (до 7-го квалитета), мкм | |||||||||||||||||||||||||||||
| Интервалы размеров, мм | es со знаком « - » | ei со знаком «+» | Поправка D | ||||||||||||||||||||||||||
| а | b | c | d | e | f | g | k | m | п | p | r | s | t | u | x | z | для квалитета: | ||||||||||||
| ЕIсо знаком«+» | ЕSсо знаком« - » | ||||||||||||||||||||||||||||
| А | В | С | D | Е | F | G | К | М | N | Р | R | S | T | U | X | Z | |||||||||||||
| До 3 Св. 3 до 6 » 6 до 10 | 270 280 | 140 150 | 70 80 | 30 40 | 10 13 | 2 | 8 10 | 12 15 | 15 19 | - - - | 23 28 | 0 1 1 | 0 1,5 1,5 | 0 1 2 | 0 3 3 | 0 4 6 | 0 6 7 | ||||||||||||
| » 10 до 14 » 14 до 18 | - | 1 | 2 | 3 | 3 | 7 | 9 | ||||||||||||||||||||||
| » 18 до 24 » 24 до 30 | 41 48 | 1,5 | 2 | 3 | 4 | 8 | 12 | ||||||||||||||||||||||
| » 30 до 40 » 40 до 50 | 170 180 | 120 130 | 1,5 | 3 | 4 | 5 | 9 | 14 | |||||||||||||||||||||
| » 50 до 65 » 65 до 80 | 190 200 | 140 150 | 122 146 | 2 | 3 | 5 | 6 | 11 | 16 | ||||||||||||||||||||
| » 80 до 100 » 100 до 120 | 220 240 | 170 180 | 124 144 | 17 0 | 2 | 4 | 5 | 7 | 13 | 19 | |||||||||||||||||||
| » 120 до 140 » 140 до 160 | 460 520 | 260 280 | 200 210 | 92 100 | 122 134 | 170 199 | 248 280 | 3 | 4 | 6 | 7 | 15 | 23 | ||||||||||||||||
| » 160 до 180 | 3 | 4 | 6 | 7 | 15 | 23 | |||||||||||||||||||||||
| » 180 до 200 » 200 до 225 » 225 до 250 | 340 380 420 | 240 260 280 | 122 130 140 | 166 180 196 | 258 284 | 350 385 425 | 3 | 4 | 6 | 9 | 17 | 26 | |||||||||||||||||
| » 250 до 280 » 280 до 315 | 920 1050 | 480 540 | 300 330 | 158 170 | 218 240 | 315 350 | 475 525 | 710 790 | 4 | 4 | 7 | 9 | 20 | 29 | |||||||||||||||
| » 315 до 355 » 355 до 400 | 1200 1350 | 600 680 | 360 400 | 108 114 | 190 208 | 268 294 | 590 660 | 900 1000 | 4 | 5 | 7 | 11 | 21 | 32 | |||||||||||||||
| » 400 до 450 » 450 до 500 | 1500 1650 | 760 840 | 440 480 | 126 132 | 232 252 | 330 360 | 490 540 | 740 820 | 1100 1250 | 5 | 5 | 7 | 13 | 23 | 34 | ||||||||||||||
Дата добавления: 2016-04-14; просмотров: 1502;