Структура органов управления
Структура органов управления инструментальным хозяйством определяется характером изготовляемой продукции, типом и масштабом производства. В крупных производственных акционерных обществах для управления инструментальным производством создается инструментальный отдел, на средних и небольших — бюро (группа) инструментального хозяйства.
Инструментальное хозяйство обычно подчиняется главному технологу организации, так как существует тесная связь инструментального хозяйства и технологической службы, что и предполагает необходимость организационного единства.
Инструментальный отдел имеет в своем составе ряд бюро и групп. Планово-диспетчерское бюро осуществляет планирование и оперативное регулирование производства инструмента в инструментальных цехах организации, ведет учет и контроль выполнения планов. Группа (бюро) нормативов устанавливает нормы расходов и оборотный фонд по каждому типоразмеру инструмента, устанавливает лимиты инструмента цехам. Бюро технадзора контролирует правильность эксплуатации, хранения, выдачи, учета и списания инструмента в цехах, проверяет нормы стойкости, износа и запаса инструмента, участвует в разработке мероприятий по сокращению расхода и запасов инструмента.
В состав инструментального хозяйства входит инструментальный цех или ряд цехов, изготовляющих новые специальные инструменты и частично стандартный инструмент; выполняющие ремонт сложного инструмента, оснастки и имеющие в своем составе восстановительные участки, производящие многократное возвращение инструмента в производство путем восстановления его качественных параметров.
При наличии в организации небольших цехов, в каждом из которых организовать заточный участок экономически невыгодно, создается централизованный заточный участок. Для рациональной эксплуатации инструмента и оснастки необходимо организовать в организации их приемку, хранение, учет и выдачу в эксплуатацию. Для этих целей создается центральный инструментальный склад, основными функциями которого являются: приемка, проверка инструмента, поступающего как со стороны, так и из инструментального цеха организации; ведение оперативного учета движения инструмента; поддержание на должном уровне оборотных фондов инструмента, оснастки в ИРК; комплектование инструментом готовой продукцией, предусмотренное условиями поставки; приемка поступающих из ИРК изношенных инструментов.
Обслуживанием рабочих мест инструментом занимаются цеховые инструментально-раздаточные кладовые, которые получают инструмент из ЦИС, хранят и выдают его на рабочие места, направляют на переточку, на восстановление или в утиль.
Организация снабжения рабочих мест инструментом зависит от типа производства. В условиях массового и крупносерийного производства, т. е. при узкой специализации рабочих мест, может быть организована комплектная выдача оснастки в постоянное пользование с последующей заменой сдаваемого рабочим изношенного инструмента. Конкретный перечень инструментов, выдаваемых рабочему, определяется на основе карт технологического процесса.
В единичном и мелкосерийном производстве, когда на одном станке выполняются обычно различные деталеоперации, оснастка выдается рабочим во временное пользование на основе письменного требования мастера. Выдача оснастки во временное пользование производится по одной из систем, например, марочной системе, когда инструмент выдается в обмен на сдаваемый рабочим жетон («марку»). При выборе системы исходят из необходимости обеспечить контроль за своевременным возвратом инструментов, сокращением потерь времени производственных рабочих на получение инструмента.
При общей оценке состояния организации инструментального Хозяйства используются такие показатели, как удельный вес нормализованной оснастки в ее общем количестве; удельный вес затрат на инструмент, оснастку в себестоимости продукции; уменьшение оборотного фонда оснастки в рублях и процентах к ее расходному фонду; удельный вес потерь рабочего времени в результате несвоевременного обеспечения рабочих мест инструментом удельный вес механизированных работ по изготовлению оснастки.
В крупных организациях может быть несколько инструментальных цехов разных видов в зависимости от удельного веса калибровочно-заготовительных, литейных, кузнечных, механических и сборочных цехов. Заточные и восстановительные участки организуются только в крупных цехах. В остальных случаях они входят в состав инструментального цеха как его подразделения.
Инструментальное хозяйство имеет наибольшее значение для организаций, производящих сложную и трудоемкую проекцию. В таких организациях имеется мощный комплекс инструментальных цехов, от успешной работы которых во многом зависят результаты деятельности всей организации. Номенклатура применяемого инструмента достигает десятков тысяч наименований.
Таблица 5. Органы управления инструментальным хозяйством организации
| Название подразделения | Общее количество работающих в инструментальном хозяйстве, чел. | Руководитель | Подчиненность |
| ГИХ или отдельные исполнители | До 100 | Инженер по инструменту 1-й категории | Начальнику технологического отдела предприятия |
| БИХ | От 100 до 250 | Начальник бюро | Главному технологу предприятия |
| ИНО | Свыше 250 | Начальник | Заместителю главного |
| отдела | инженера по подготовке производства — главному технологу |
На предприятиях с корпусной (блочной) производственной структурой организуется инструментальное производство (инструментально-штамповый корпус), в состав которого входят инструментальный и штамповочный цехи и все подразделения, относящиеся обычно к ИНО (рис.22). Деятельность ИНО направлена на своевременное обеспечение организации стандартным и специальным инструментом.
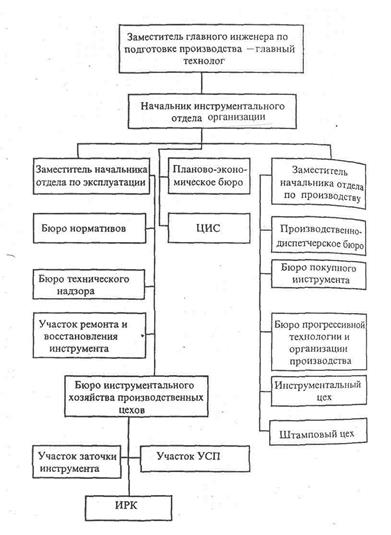
Рис. 22. Структурные подразделения инструментального хозяйства крупного машиностроительной организации
Выполнение функций по приемке, хранению, учету, выдаче и регулированию снабжения инструментом цехов организации возлагается на ЦИС, а в цехах — на ИРК.
Дата добавления: 2016-04-02; просмотров: 847;