ПРОИЗВОДСТВО КОЖАНОЙ ОБУВИ
Все операции обувного производства можно объединить в шесть групп:
1) раскрой обувных материалов;
2) предварительная обработка деталей обуви перед их скреп
лением;
3) сборка заготовки;
4) формование заготовки;
5) прикрепление низа обуви;
6) заключительная отделка обуви.
Раскрой обувных материалов.Перед раскроем проверяют соответствие сортности и деформационно-прочностных свойств обувных материалов требованиям нормативных документов. Натуральные кожи раскраивают на детали каждую в отдельности. Это связано с наличием дефектов (различных по виду, размеру и месту расположения на коже) и с неоднородностью свойств кожи по пло-Щади, в продольном и поперечном направлениях. Ответственные Детали (союзку, носок, перед, подошву, основную стельку и другие) выкраивают из чепрака, менее ответственные - из пол и воротков. Для искусственных и синтетических кож, текстильных и трикотажных материалов применяют многослойный раскрой. Долевое
О Товароведение и экспертиза лрпмышленнь
Глава 5
Кожевенно-обувные товары
направление наружных деталей должно соответствовать направлению наименьшей тягучести (продольному направлению - в кожах, основе - в тканях и искусственных кожах на тканевой основе). Детали подкладки, наоборот, выкраивают в направлении наибольшей тягучести: их долевое направление совпадает с поперечным направлением в коже и с утком в тканях. Такая система материалов позволяет уравновесить удлинения заготовки вдоль и поперек колодки. При раскрое кож для низа обуви - на подошвы, стельки, флики и другие детали продольное и поперечное направление кожи не учитывается, а учитывается топографический участок и толщина.
Обувные материалы раскраивают на детали преимущественно механическим способом. Для этого применяют прессы разных конструкций и специальные стальные резаки. Резак - это фасонный нож замкнутого контура, имеющий форму и размеры соответствующей детали (подошвы, стельки, союзки и др.). Лезвие резака заточено с внешней стороны. Под давлением ударной плиты пресса лезвие ножа погружается в материал и вырубает деталь. Иногда кожи на детали модельной обуви раскраивают вручную.
Затем все детали клеймят по виду, фасону, размеру (наносят клейма производственного назначения). Это облегчает подборку деталей в изделие и ускоряет сборку обуви.
Предварительная обработка деталей. Предварительная обработка деталей проводится с целью подготовить детали к скреплению между собой, улучшить их механические свойства, ускорить процесс сборки обуви, создать удобство стопе при носке обуви.
Предварительная обработка деталей низа обуви включает в себя общие и специальные операции. К общим относят выравнивание деталей низа по толщине, клеймение, формование.
Выравнивание деталей низа по толщине. Толщину подошв и основных стелек выравнивают шлифованием или срезанием (спиливанием) избыточной толщины. Незначительное выравнивание толщины достигается прессованием детали; при этом детали, особенно кожаные, уплотняются.
Клеймение - нанесение на ходовую поверхность подошвы маркировки, предусмотренной разд. 1 "Маркировка" ГОСТ 7296-81 "Обувь. Маркировка, упаковка, транспортирование и хранение". ]
Формованию подвергают подошвы и основные стельки. Им придают профиль следа колодки. Перед формованием кожаные и картонные детали увлажняют для повышения их пластичности. Это облегчает их последующее формование на прессах.
До формования детали низа подвергают специальным обработкам, которые зависят от вида детали, материала и метода крепления низа.
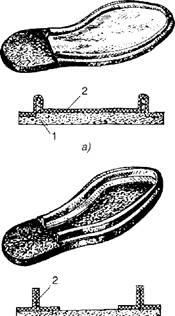
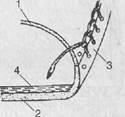
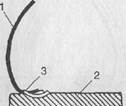
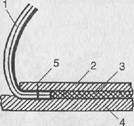
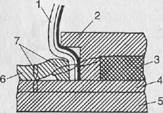
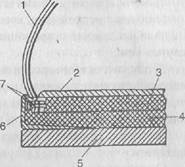
Специальная обработка основных стелек включает в себя дублирование тонких стелек полустелькой для их упрочнения, утонение стелек в носочно-пучковой части для увеличения гибкости обуви, соединение стелек с теленком. Кроме этого, стельки для рантовой обуви подвергают специальной обработке с целью получения натуральной или искусственной губы. Губа - это выступ, к которому пришивают рант вместе с затяжной кромкой заготовки. Для получения натуральной губы кожаную стельку подрезают с торцевой стороны на глубину 5-7 мм, подрезку поднимают в вертикальное положение (на угол 90° к поверхности стельки) и обклеивают прочной тканью, чтобы закрепить подрезку в вертикальном положении (рис. 5.5а). Толщина кожаной стельки для получения натуральной (подрезной) губы должна быть не менее 2,8 мм. Искусственную губу получают путем формования из ткани (например, трехслойной кирзы) или плотной тесьмы. Предварительно отформованную губу наклеивают на кожаную стельку толщиной менее 2,8 мм или на картонный слой, сдублированный с кожаной стелькой (рис. 5.56 и 5.5в).
Специальная обработка подошв зависит от материала подошвы, метода крепления низа обуви, высоты каблука.
Кожаные и резиновые подошвы для обуви на среднем и высоком каблуках утоняют в переймах для более плотного прилегания к следу обуви и фронту каблука.
К подошвам для обуви гвоздевого метода крепления приклеивают обводку или промежуточную подметку для более плотного прилегания подошвы к следу затянутой обуви. В обуви из обувной юфти эти детали предотвращают негативное действие жира на резину. Обводка - промежуточная деталь в виде полоски из кожи или искусственных материалов шириной 15-18 мм, прикрепляемая
Глава 5
Кожевенно-обувные товары
|

Рис. 5.5. Рантовая стелька:
а - с натуральной или подрезной губой:
1 - рантовая .стелька, 2 - ткань;
б- с искусственной или отформованной
и наклеенной губой из ткани: -
1 - плоская стелька, 2 - ткань;
в - с искусственной или отформованной
и наклеенной губой из тесьмы: 1 - плоская комбинированная стелька,
2 - тесьма (искусственная губа)
в)
по краю неходовой поверхности подошвы. Промежуточная подметка - деталь низа обуви, по форме и размерам соответствующая носочно-пучковой части подошвы.
Подошвы для клеевого крепления взъерошивают с неходовой стороны по всему периметру на ширину 18-22 мм для увеличения поверхности взаимодействия с клеем и обеспечения более прочного приклеивания. Утоняют крокульную часть подошвы. Крокулъ — это пяточная часть подошвы, которая имеет форму фронтальной поверхности каблука. Фрезеруют урез (торцевую поверхность) подошвы и каблука из натуральной кожи или резины. Отфрезерованный урез подошвы из натуральной кожи полируют.
Специальная обработка жестких задников и подносное заключается в утонении краев по всему периметру и просекании
нижнего края детали, который загибают под основную стельку вместе с заготовкой верха обуви. Просекание нижнего края детали препятствует возникновению грубых складок по грани следа, утонение краев предохраняет стопу от натирания.
Предварительную обработку деталей верха осуществляют одновременно с пошивом (сборкой) заготовки. Она включает клеймение, спускание краев деталей, отделку видимых на обуви краев, дублирование наружных деталей верха с межподкладкой, украшение деталей.
Клеймение - нанесение маркировки, предусмотренной разд. 1 "Маркировка" ГОСТ 7296-81. Маркировку наносят несмываемой краской, горячим тиснением, в т. ч. через фольгу, на одну из перечисленных деталей: подкладку, задний внутренний ремень, штафирку, клапан под застежку "молния", вкладную или втачную стельку, подпяточник.
Спускание краев деталей - это. их утонение путем сошлифовы-вания или срезания толщины с внутренней (бахтармяной) стороны детали. Проводят для всех краев деталей верха, кроме затяжной кромки. Затяжная кромка заготовки - это нижний край заготовки, который загибают под основную стельку или накладывают на выступающий край подошвы, или сострачивают с мягкой основной стелькой. Утоненные края легко загибаются и не образуют толстых грубых швов при сострачивании деталей.
Отделку видимых краев деталей проводят для улучшения внешнего вида обуви и повышения прочности швов. Видимые края деталей загибают, окрашивают, подвергают горячему формованию или обжигу, окантовывают. Окрашивают видимые края деталей из юфтевых и толстых хромовых кож. Загибают края деталей в модельной и повседневной обуви из тонких кож. При горячем формовании и обжиге край кожаной детали под действием высокой температуры закручивается в сторону бахтармы. Окантовывают (или обстрачивают) тесьмой края деталей из ткани или искусственной кожи на тканевой основе для предохранения краев от осыпания нитей.
Дублирование наружных деталей верха с межподкладкой проводят для упрочнения наружных деталей верха и повышения их
Глава 5
Кожевенно-обувные товары
формоустойчивости. Межподкладку наклеивают на внутреннюю сторону наружных деталей верха из текстиля, шевро, козлины хромовой, шеврета, замши, велюра и других кож, имеющих по-; ниженную толщину. Клей наносят полосами, клетками, штрихами, чтобы сохранить гигиенические свойства деталей верха обуви. Для повышения прочности склеивания, сдублированные детали подвергают прессованию при повышенной температуре. При наличии в обувп сплошной кожаной подкладки межподкладку можно не применять.
Украшение деталей верха проводят для повышения уровня эстетических свойств обуви. Для этого применяют различные виды отделок: перфорацию, декоративные строчки, бизики, канты, вышивку, тонирование, горячее тиснение, фотопечать, продержки кожаной или текстильной ленты, наклеивание или настрачивание аппликаций и др.
Сборка заготовки. Сборка заготовки - это соединение мягких деталей верха (наружных, внутренних и промежуточных) в единую конструкцию. Заготовка верха обуви - это комплект мягких деталей верха обуви (наружных, внутренних и промежуточных), скрепленных между собой в единое целое, и подготовленный к формованию. Детали заготовки сшивают ниточными швами, склеивают, сваривают токами высокой частоты (ТВЧ). Токами высокой частоты сваривают детали из искусственных и синтетических кож. Склеивают наружные детали верха с межподкладкой (дублирование). Сшивают детали настрочным, тачным, переметочным и выворотным швами (рис. 5.6). Настрочным швом скрепляют носок с союзкой, союзку с берцами и задинками, перед с голенищем. Тачным и переметочным швами сшивают голенища, задние края берцев и задинок. Переметочный шов менее прочный, чем тачной, поэтому его укрепляют задним наружным ремнем. Выворотным швом сшивают наружные детали верха с подкладкой по верхнему краю заготовки.
Детали заготовки из хромовых, искусственных и синтетических кож, текстильных материалов сшивают хлопчатобумажными, хлопколавсановыми и синтетическими нитками средних номеров (20, 30, 40 и 50) в несколько сложений (6, 9, и 12 раз). Для модель-
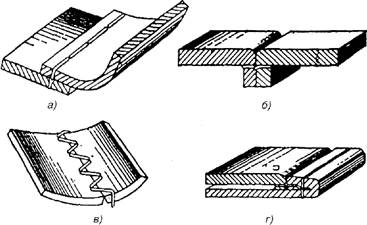
Рис. 5.6. Заготовочные швы:
а - настрочкой; б - тачной; в - переметочный; г - выворотный
ной обуви используют также нитки из натурального шелка-сырца. Детали заготовки из юфтевых кож сшивают льняными, хлопко-лавсановыми и синтетическими нитками низких номеров (00, О, 1,3,6).
Ниточные швы состоят из строчек, которые, в свою очередь, состоят из отдельных стежков. Строчки, применяемые для пошива заготовки, могут быть линейными и зигзагообразными. По количеству строчек в шве они бывают одно-, двух- и трехстрочечны-ми. По характеру переплетения ниток швы бывают одно- и двуниточные. Однониточный шов с изнаночной стороны имеет вид цепочки. Строчка из таких стежков хорошо растягивается, но при повреждении одного стежка она быстро распускается. Поэтому однониточный шов для скрепления деталей заготовки применяют редко, в основном для временного скрепления. Двуниточный шов внутреннего переплетения с обеих сторон выглядит одинаково; нитки переплетаются между скрепляемыми деталями. Шов прочный, но менее тягучий и эластичный, чем однониточный. Им скрепляют носки с союзками, союзки с берцами и задинками, за-Динки с берцами и другие детали. При сшивании деталей заготовки
Глава 5
Кожевенно-обувные товары
двуниточным швом наружного переплетения петли одной нитки располагаются на нелицевой стороне сшиваемых деталей и закрепляются другой ниткой. Шов достаточно прочный и эластичный, но имеет ограниченное применение при скреплении наружных деталей верха и подкладки.
К швам, скрепляющим детали заготовки, предъявляют следующие требования. Строчка должна быть хорошо утянута, без пропуска стежков, без узлов, петель и обрыва ниток; при сваливании строчки с края детали необходимо повторное сшивание деталей в этом месте; концы ниток на краях детали должны быть закреплены, не должны разлохмачиваться; швы должны быть хорошо разглажены; не допускается просекание (механическое повреждение) деталей иглой швейной машины.
Формование заготовки верха обуви. Формование заготовки - это придание заготовке формы и размеров колодки, которые должны сохраняться после снятия обуви с колодки, при ее хранении и носке. Для этого заготовку растягивают в продольном и поперечном направлениях. Если заготовку растягивают сначала в продольном направлении, а затем в поперечном, то ее формуют одноосным растяжением. Если ее растягивают одновременно в разных направлениях, то заготовку формуют многоосным растяжением.
Различают три способа формования:
1) обтяжно-затяжной;
2) беззатяжной;
3) комбинированный.
Перед формованием заготовку увлажняют в паро-воздушной среде для повышения пластичности материалов и снижения усилий при формовании.
Обтяжно-затяжной называют способом внешнего формования, т. к. растягивающие усилия прилагаются к заготовке извне (с помощью клещей или пластин обтяжно-затяжной машины). Обувь внешнего формования имеет высокую формоустойчивость, поэтому его широко используют для формования обуви.
Процесс формования состоит из ряда последовательных операций: установки пятки, обтяжки, перетяжки, затяжки. На след
колодки накладывают основную стельку и закрепляют. Увлажненную заготовку с вставленными (вклеенными) в нее жесткими промежуточными деталями (подноском, задником, межподкладкой) надевают на колодку. Скрепляют затяжную кромку заготовки (в области пятки) со стелькой так, чтобы задний шов заготовки совпал с вертикальной осью пяточного закругления колодки. В этом случае заготовка правильно расположится на колодке и можно переходить к обтяжке - основной операции формования.
Затяжную кромку заготовки закрепляют в клещах или пластинах обтяжно-затяжных машин. Заготовку вытягивают одноосным или многоосным растяжением. Огибают заготовкой грань следа колодки. Загибают затяжную кромку заготовки на стельку и скрепляют (временно или постоянно) со стелькой тексами (мелкими гвоздиками) или скобками так, чтобы совпали основные осевые линии колодки и заготовки в продольном и поперечном направлениях. Обтяжку и скрепление заготовки со стелькой ведут от носка к пятке, т. к. носочная часть должна быть лучше обработана.
Перетяжку проводят с целью устранения дефектов обтяжки (перекосов деталей или швов, их отклонений от оси симметрии, морщин и складок заготовки выше грани следа и других). В случае формования заготовки одноосным растяжением назначение перетяжки (висков, пучков и перейм) - вытянуть заготовку в геленочной и пучковой частях в поперечном направлении, чтобы обеспечить хорошее облегание заготовкой боковых поверхностей колодки.
Затяжка завершает процесс формования, это постоянное прикрепление затяжной кромки отформованной заготовки к стельке по всему периметру. Кромку скрепляют со стелькой тексами, скобками, клеем, реже ниточным швом (рантовая затяжка).
При беззатяжном способе формования растягивающие усилия прилагаются к заготовке изнутри (за счет раздвигания колодки). Поэтому его назвали способом внутреннего формования. Нижний край заготовки сшивают с мягкой стелькой из кожи или плотной и прочной ткани. Получают заготовку объемной формы. Ее надевают как чулок на раздвижную колодку, находящуюся в сомкнутом виде. Затем колодку раздвигают в длину (вдоль следа). В результате заготовка вытягивается вдоль следа, сокращается в ширину
Глава 5
Кожевенно-обувные товары
и приобретает форму и размеры раздвинутой колодки. Способ менее трудоемкий и менее материал о емкий, чем обтяжно-затяжной. Однако из-за низкой формоустойчивости обуви, изготовленной беззатяжным способом формования, его применяют в основном для домашней, легкой и летней обуви.
Комбинированный способ формования является комбинацией первых двух. Заготовку формуют как извне с помощью клещей или пластин обтяжно-затяжных машин, так и изнутри за счет применения раздвижных колодок.
Окончательное закрепление формы и размеров обуви осуществляется в процессе ее влажно-тепловой обработки и сушки на колодке.
Прикрепление низа обуви. Все методы крепления деталей низа обуви к заготовке верха можно разделить на четыре группы:
1) шпилечные;
2) ниточные;
3) химические;
4) комбинированные.

|
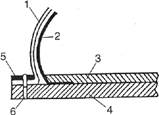
| Рис. 5.7.Схема гвоздевого метода крепления низа обуви: / - заготовка верха, 2 — основная стелька, 3 — простилка, 4 - подошва, 5 - затяжной текс, 6 - гвоздь |
Шпилечные методы представлены двумя видами: винтовым и гвоздевым (рис. 5.7). Их используют для изготовления производственной обуви, обуви для армии и флота, реже повседневной. Обувь тяжелая, жесткая, негибкая, но крепление обеспечивает ей высокую прочность, водостойкость, надежность. При винтовом и гвоздевом методах крепления заготовку формуют обтяжно-за-тяжным способом. Затяжную кромку заготовки скрепляют со стелькой тексами по всему периметру. Подошву прикрепляют к стельке и заготовке при помощи гвоздей и винтов. В подошвенном креплении участвуют подошва, стелька, заготовка. Крепители
проходят через всю толщину скрепляемых деталей. Концы винтов расположены заподлицо на внутренней поверхности стельки. Острия гвоздей, соприкасаясь с металлическим следом колодки, загибаются, образуют крючок и "утопают" в стельке. Применяют латунные гвозди, реже стальные или из алюминиевого сплава. Винты получают из латунной или стальной проволоки с винтовой нарезкой. Использование стальных гвоздей и винтов приводит к их коррозии при носке обуви во влажных условиях. Для гвоздевого крепления применяют основные стельки из натуральной кожи или комбинированные двухслойные стельки из кожи и картона, подошвы - преимущественно из непористой резины с кожаной обводкой или промежуточной подметкой, реже из натуральной кожи. Использование непористой резины обеспечивает лучшую утопляемость шляпки гвоздя в подошве и ее сохранность от истирания при ходьбе по твердому грунту.
Для винтового крепления применяют лишь кожаные стельки достаточной толщины, плотности и жесткости, подошвы - из кожи, реже непористой резины. При ходьбе (особенно по влажному грунту) винты приходят в движение и могут самопроизвольно вывинчиваться. Обувь винтового крепления по сравнению с гвоздевой более тяжелая, жесткая, менее прочная и надежная. Поэтому винтовой метод используют ограниченно.
К ниточным методам крепления относят рантовый, сандальный, доппельный, метод "Парко", прошивной, рантопрошивной, бортовой, выворотный, втачной и другие. Подошву скрепляют с заготовкой, стелькой, рантом с помощью одно- и двуниточных швов. Используют капроновые, нейлоновые, реже льняные нитки. Обувь ниточных методов крепления более легкая, мягкая, гибкая, гигиеничная, но менее прочная и надежная, чем винтовая и гвоздевая. Прочность ниточного крепления подошвы зависит от плотности и толщины скрепленных деталей. Эти методы используют для изготовления повседневной, модельной, домашней и спортивной обуви для детей и взрослых.
При рантовом методе подошву прикрепляют к заготовке и основной стельке через рант, применяют рантовую стельку с губой. Затяжную кромку заготовки крепят к губе с помощью металли-
Глава 5
Кожевенно-обувные товары
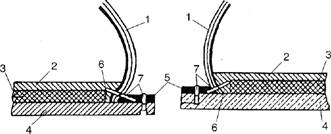
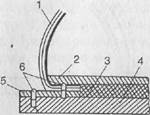
ческих скоб. Затем к губе пришивают рант однониточным швом. Подошву, предварительно промазанную клеем, накладывают на след обуви и пришивают к ранту двуниточным швом (рис. 5.8). Стежки, выходящие на ходовую поверхность подошвы, укладывают в желобок или укрывают в подрезку для предохранения их от истирания о грунт и от действия влаги.
Внешние отличительные признаки - наличие ранта, отсутствие крепителей на поверхности основной стельки в носочно-пучковой и геленочной части. Рантовая обувь самая надежная, теплозащитная и ремонтопригодная в сравнении с обувью других ниточных методов. Но из-за повышенной трудоемкости рантовый метод применяется ограниченно для изготовления мужской и женской обуви, повседневной и модельной, летней и утепленной.
Сандальный метод применяют для изготовления сандалий. Отличительные признаки - отсутствие подкладки и основной стельки, мягкие носки, затяжная кромка заготовки отгибается наружу и выходит в урез подошвы, наличие накладного ранта, подошвенный шов (двуниточный) скрепляет три детали: подошву, затяжную кромку заготовки и накладной рант (рис. 5.9). Обувь очень легкая и гибкая, но деформируется при увлажнении и высушивании, недостаточно надежная.
а) б)
Рис. 5.8. Схема рантового метода крепления низа обуви:
а - с открытой порезкой подошвы, б - с закрытой порезкой подошвы:
1 - заготовка верха, 2 - основная стелька с губой, 3 - простилка,
4 - подошва, 5 - несущий рант, 6 - губа основной стельки,
7 - ниточные швы
|
| Рис. 5.9. Схема сандального метода крепления низа обуви: 1 - заготовка верха, 2 - накладной рант, 3 - подошва, 4 - ниточный шов |
Доппелъный (полусандаль-ный) носке и меньше деформируется при увлажнении и высушивании. Выпускают летнюю и утепленную обувь для детей и взрослых.
|
| Рис. 5.10. Схема дон цельного (полусандального) метода крепления низа обуви: 1 - наружные детали верха, 2 - подкладка, 3 - основная стелька, 4 - подошва, 5 - накладной рант, 6 - ниточный шов |
Метод "Парко " разработан на обувной фабрике "Парижская коммуна". Его особенность состоит в том, что рант пришивают к затяжной кромке заготовки еще до ее формования, после чего заготовку формуют, затем подошву пришивают к ранту двуниточным швом (рис. 5.11). Этим методом изготовляют детскую обувь. Внешне она похожа на рантовую. Но если сильно отжать верх от ранта, можно увидеть ниточный шов, скрепляющий рант с заготовкой. Метод "Парко" имеет три разновидности. В обуви "Парко I" отсутствует основная стелька; вынув из обуви вкладную стельку можно увидеть шов, скрепляющий рант с заготовкой. В обуви "Парко II" (рант доходит до каблука) и "Парко III" (рант круговой) нижний край заготовки и рант, пришитый к нему, скрепляют с основной стелькой тексами, которые видны на стельке внутри обуви.
Обувь "Парко I" более легкая, гибкая, но менее формоустой-чивая и надежная, чем "Парко II и III", поэтому ее выпускают
Глава 5
Кожевенно-обувные товары
|
для детей младшего возраста, а обувь "Парко II и III" - для более взрослых детей.
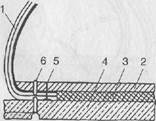
| Рис. 5.11. Схема метода крепления низа обуви "Парко": 1 - заготовка верха, 2 - основная стелька, 3 - простилка, 4 - подошва, 5 - несущий рант, б - ниточные швы |
Прошивной метод отличается наличием сквозного ниточного шва на подошве и стельке, отсутствием ранта. Кромку заготовки затягивают на стельку и скрепляют с ней тексами. Затем сшивают три детали: подошву, кромку заготовки и стельку (рис. 5.12). Применяют для изготовления спортивной, домашней и дорожной обуви.
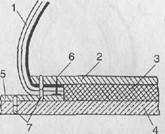
Рантопрошивной метод. Применяют обычную стельку без губы. Кромку заготовки затягивают на стельку и скрепляют с ней тексами. Рант пришивают к заготовке и стельке сквозным одно-ниточным швом. Затем к ранту пришивают подошву двуниточным швом (рис. 5.13). Этот метод менее трудоемкий и материалоемкий, чем рантовый. Однако обувь уступает рантовой по надежности и удобству; ее легко отличить по наличию шва на стельке.
|
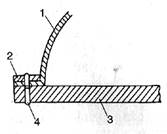
Бортовой метод отличается тем, что используется формованная подошва с бортиком и шов, скрепляющий подошву с заготовкой, располагается выше грани следа (рис. 5.14). Обувь легкая, гибкая, удобна в носке. Выпускают опанки, туфли и полуботинки летнего и весенне-осеннего назначе-Рис. 5.12. Схема прошивногония-
метода крепления низа обуви:Выворотным методом
1 - заготовка верха, 2 - основная изготовляют чувяки, туфли
стелька, 3 - простилка, 4 - подошва, комнатные и дорожные. Они
5 - затяжной текс, б -ниточный шов не имеют основной стельки,
|
| Рис. 5.13. Схема рантопрошивного метода крепления низа обуви: 1 - заготовка верха, 2 - основная стелька, 3 - простилка, 4 - подошва, 5 - несущий рант, 6 — затяжной текс (гвоздь), 7- ниточные швы |
подошва кожаная или войлочная. Подошву подрезают с бахтармы на расстоянии 12-14 мм от края по всему периметру - получают губу. Заготовку выворачивают наизнанку, и затяжную кромку сшивают с губой (рис. 5.15). После скрепления обувь выворачивают на лицевую сторону, внутрь обуви вкладывают картонную стельку, обклеенную тканью. Обувь легкая, мягкая, гибкая.
Втачным методом изготовляют пипетки (обувь для новорожденных) и чешки. Для подошвы используют мягкие
кожи для верха обуви и подкладки, фетр, ткани, трикотажные полотна. Подошву с заготовкой соединяют тачным швом. В обуви отсутствует основная стелька, жесткие задники и подноски. Это легкая, мягкая, гибкая обувь.
|
К химическим методам крепления относят клеевой, метод вулканизации, литьевой.
| Рис. 5.14. Схема бортовогометода крепления низа обуви: / - заготовка верха, 2 - формованная подошва с бортиком, 3 - шов в виде плетения при помощи шнура, 4 - вкладная стелька |
Наиболее широко применяют клеевой метод. Подошву прикрепляют к заготовке клеем (рис. 5.16 и 5.17). Применяют наиритовый, перхлорвинило-вый, нитроцеллюлозный, поли-уретановый и другие клеи. Достоинство этого метода - в его универсальности. Им можно
изготовить обувь любого целевого назначения (повседневную, модельную, спортивную,
Глава 5
Кожевенно-обувные товары
|
| Рис. 5.15. Схема выворотного метода крепления низа обуви: I — заготовка верха, 2 — подошва (с порезкой), 3 - ниточный шов |
домашнюю), разного сезонного и половозрастного назначения, из различных материалов. Прочность клеевого крепления не зависит от толщины скрепленных (склеенных) деталей. Обувь легкая и гибкая, имеет низкую материалоемкость, проста в исполнении. Однако она менее надежна, чем обувь гвоздевого крепления, ее гигиенические свойства ниже по сравнению с обувью ниточных методов.
вулканизации позволяет получить очень прочное, герметичное соединение подошвы с заготовкой. Обувь отличается высокими влагозащитными свойствами, надежностью в носке. Материалы для верха обуви должны быть термостойкими. Для подошвы и каблука используют резины. Выпускают повседневную обувь (летнюю и утепленную), домашнюю и производственную.
|
Для модельной обуви этот метод не применяют. Метод вулканизации имеет две разновидности: .прессовую и котловую.
| Рис. 5,16. Схема клеевого метода крепления низа обуви (при гвоздевой затяжке кромки заготовки на основную стельку): 1 - заготовка верха, 2 - основная стелька, 3 - простилка, 4 - подошва, 5 - затяжной текс (гвоздь) |
В первом случае формование подошвы, ее вулканизация и прикрепление к заготовке осуществляется в одной пресс-форме. Пресс-форма состоит из двух полуматриц, пуансона и металлической колодки, на которую надевают отформован-
ную заготовку (рис. 5.18). Пройма (пустота), образующаяся при | соединении всех частей пресс-формы, соответствует форме и размерам подошвы и каблука.

|
| Рис. 5.17. Схема клеевого метода крепления низа обуви (при клеевой затяжке кромки заготовки на основную стельку): 1 - заготовка верха, 2 - основная стелька, 3 - простилка, 4 - подошва |
Урез подошвы и каблука формуется посредством двух полуматриц, а их ходовая поверхность формуется пуансоном. Обувь прессовой вулканизации можно отличить по наличию следов от стыка полуматриц пресс-формы в носочной и пяточной частях подошвы, а также по фирменному знаку обувной фабрики на ходовой поверхности подошвы.
В случае котловой вулканизации детали из сырой резиновой смеси (подошву, каблук, обсоюзку и другие) сначала приклеивают к заготовке, а затем проводят вулканизацию в специальных котлах. Обувь котловой вулканизации можно распознать по резиновым деталям, наклеенным на детали верха.
|
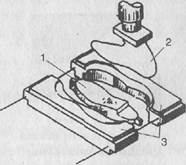
Литьевой метод. В одной пресс-форме осуществляются формование подошвы и ее прикрепление к заготовке. Для подошв используют термопластичные полимеры: полиуретан, поливинилхлорид, термоэлас-топласты, полиэтилен и другие, которые при нагревании переходят в вязко-текучее состояние, а при остывании твердеют. Отформованную заготовку надева-
| Рис. 5.18. Пресс-форма для изготовления обуви методом прессовой вулканизации: 1 - пуансон, 2 - колодка, 3 - полуматрицы |
ют на металлическую колодку или сердечник пресс-формы. В пресс-форму, состоящую из сердечника и двух полуматриц, впрыскивают полимер, предва-
Глава 5
Кожевенно-обувные товары
рительно нагретый до вязко-текучего состояния. Датчики, установленные в пресс-форме, контролируют полноту ее заполнения. Продолжительность впрыскивания полимера составляет несколько секунд. При остывании пресс-формы до комнатной температуры полимеры твердеют и сохраняют форму и размеры проймы пресс-формы. Разновидностью литьевого метода является метод жидкого формования полиуретан овых подошв, когда синтез полиуретана, формование подошвы и ее скрепление с заготовкой осуществляют в одной пресс-форме.
Применяют литьевой метод для изготовления повседневной, модельной, домашней, спортивной и производственной обуви. По свойствам она близка к обуви прессовой вулканизации. Отличается наличием следа от литника на подошве, подошва имеет более четкие грани и зеркальный блеск, можно получить более тонкие подошвы и более изящную обувь.
Комбинированные методы крепления представляют собой сочетание двух различных методов, чаще ниточных с химическими. Используются, например, рантово-клеевой (рис. 5.19), доппель-
|
но-клеевой, сандально-клеевой, клеепрошивной, строчечно-кле-евой (рис. 5.20), гвозде-клеевой и другие методы крепления.
| Рис. 5.19. Схема рантово-клесвого метода крепления низа обуви: 1 - заготовка верха, 2 - основная стелька с губой, 3 - простилка, 4 - подложка (первый слой подошвы), 5 - подошва (второй слой подошвы), 6 - несущий рант, 7 - ниточные швы |
Каблуки приклеивают или прикрепляют с помощью штифтов (гвоздей, шурупов, металлических втулок). Средние и высокие каблуки прикрепляют комбинированным способом (штифто-клеевым). Набойки приклеивают, прикрепляют гвоздями или специальными
штифтами.
Заключительная отделка обуви.Заключительную отделку обуви проводят для того, чтобы придать обуви красивый
|
| Рис. 5.20. Схема строиечно-клеево го метода крепления низа обуви: / - заготовка верха, 2 - втачная стелька,3 - простилка, 4 - платформа, 5 - подошва, 6 - обтяжка платформы, 7 - ниточные швы |
внешний вид; устранить дефекты, возникшие при изготовлении; повысить водостойкость кожаных деталей. Отделка низа обуви включает в себя фрезерование уреза (торцевой поверхности) подошвы, каблука и набойки, шлифование отфрезерованных поверхностей, окраску и полирование уреза и опорной поверхности подошвы и каблука. Использование предварительно обработанных деталей низа упрощает или исключает заключительную отделку низа обуви. Отделка верха обуви включает в себя чистку (удаление загрязнений с деталей верха механическим или химическим способом), заделку мелких поверхностных дефектов (царапин, пятен, осыпания покрытия), разглаживание складок и морщин утюжкой, аппретирование, создание теневых эффектов на наружных деталях верха распылением краски через трафарет.
Дата добавления: 2016-03-27; просмотров: 23693;