Расчет, выбор и браковка подъемных канатов
На лифтах применяют канаты двойной свивки с органическим (пеньковым) сердечником, пропитанным маслом (рис. 2.1), что дает возможность продолжительное время сохранять смазочный материал внутренних проволок каната во время работы. Канат такой конструкции достаточно прочен и в то же время эластичен, что позволяет применять блоки и шкивы сравнительно небольших диаметров. У этих канатов может быть односторонняя, крестовая или комбинированная свивка.
При выборе канатов следует отдавать предпочтение канатам с линейным касанием проволок как наиболее износостойким типа ЛК – Р, ЛК– О, ЛК – РО. Для малых грузовых и вспомогательных лифтов могут применяться канаты с точечным касанием.
Вследствие исключительно ответственной роли канатов к ним предъявляют особые требования. Канаты должны соответствовать ГОСТам и иметь сертификат завода-изготовителя об их испытании в соответствии с ГОСТ 3241—80 «Канаты стальные. Технические требования». В случае получения канатов без сертификата они должны быть испытаны в соответствии с ГОСТом.
В перегибе каната на канатоведущем элементе участвуют все проволоки каната (как внутренние, так и внешние). Внешние проволоки изнашиваются сильнее вследствие дополнительного трения по ручью канатоведущего элемента. Поэтому предпочтение следует отдавать канатам, у которых наружные проволоки большей толщины, чем внутренние.
Канаты кабины (противовеса) должны быть одинаковой конструкции, одного диаметра, иметь одинаковые характеристики и сертификат о качестве. Сращивание канатов, применяемых в лифте, не допускается.
Минимальный диаметр канатов лифта, в котором допускается транспортировка людей – 8 мм; для грузовых лифтов и ограничителей скорости –  мм.
мм.
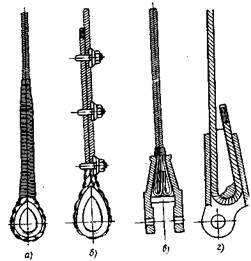
Крепление канатов к кабине и противовесу производится несколькими способами (рис.2.2).
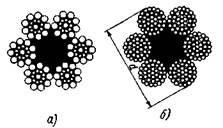
а – ЛК – О x619+1 о.с.; б – ТК – 6 x 37+1 о.с.
Рисунок 2.1 - Типы сечения шестипрядных
канатов
|
а — заплеткой; б — зажимами; в — заливкой во втулке; г — клином во втулке
Рисунок 2.2 - Заделка концов канатов для крепления к подвесным устройствам
Минимальное количество отдельных канатов, на которых подвешивается кабина и противовес, выбирается согласно таблице.
| Вид лифта | Тип лебедки | |
| барабанная | С канатоведущим шкивом | |
| Пассажирский | ||
| Грузовой | ||
| Малый грузовой |
Расчетное статическое усилие в ветви каната
кабины

противовеса
где  – номинальная масса груза в кабине, кг;
– номинальная масса груза в кабине, кг;
 – масса кабины, кг;
– масса кабины, кг;
 – масса подъемных канатов от точки сбегания с канатоведущего шкива (барабана) до точки крепления с кабиной (противовесом) ;
– масса подъемных канатов от точки сбегания с канатоведущего шкива (барабана) до точки крепления с кабиной (противовесом) ;
 – масса груза натяжного устройства, кг;
– масса груза натяжного устройства, кг;
 – количество канатов, на которых подвешена кабина (противовес);
– количество канатов, на которых подвешена кабина (противовес);
 – ускорение свободного падения,
– ускорение свободного падения, 
Требуемое разрывное усилие каната


где  – коэффициент запаса прочности каната, принимаемый по таблице
– коэффициент запаса прочности каната, принимаемый по таблице
| Тип лебедки | Линейная скорость каната, м/с | Коэф. запаса прочности, К | |
| Вид лифта | |||
| Пассажирский | Грузовой | ||
| Барабанная | До 0,63 | ||
| С канатоведущим шкивом | до 1 | ||
| 1…2 | |||
| 2…4 | |||
| св. 4 |
Коэффициент запаса прочности для каната ограничителя скорости принимается 
Крепление каната должно быть рассчитано для рабочего нагружения, для нагружения при испытании и для работы в случае посадки кабины или противовеса на буфера (упоры).
У барабанного привода должно быть не менее 1,5 запасных витков при нижнем положении кабины. Количество прижимных планок принимается не менее двух.
При работе лифта канат изнашивается, что выражается в виде обрыва отдельных проволок. Это вызывается перегибами канатов на блоках, шкивах и барабанах под нагрузкой, а также уменьшением сечения наружных проволок вследствие их трения по рабочим поверхностям блоков шкивов и барабанов или коррозии.
Оценка степени износа каната и определение его пригодности для дальнейшей эксплуатации называется браковкой канатов, регламентированной нормами Правил Госгортехнадзора. Находящиеся в работе стальные канаты бракуют по числу видимых обрывов проволок на длине одного шага свивки каната, которая соответствует одному обороту пряди относительно продольной оси каната.
Шаг свивки определяют следующим образом (рис. 2.3). На поверхности какой – либо пряди контролируемого участка каната наносят метку (точку А), от которой отсчитывают в продольном направлении, включая прядь, отмеченную точкой А, столько прядей, сколько их имеется в наружном слое каната (например, 6 в шестипрядном канате), и на следующей после отсчета пряди (в данном случае на седьмой) наносят вторую метку (точку Б). Расстояние между метками соответствует шагу свивки каната.

|

|

|
|
|
|
|

Рисунок 2.3 - Пример определения шага свивки шестипрядного каната
При наличии у канатов поверхностного износа или коррозии проволок количество обрывов проволок на шаге свивки должно быть
уменьшено (согласно табл. 2 прил. 2 «Правил»).
При износе или коррозии до 40% и более первоначального диаметра проволок, канат должен быть забракован.
Лебедки лифтов
Лебедки предназначены для подъема и опускания кабины с остановками на соответствующих этажах обслуживаемого помещения.
По характеру взаимодействия канатов с канатоведущими органами в лифтах применяют канатоведущие органы двух типов — барабаны и канатоведущие шкивы.
Барабаны лебедок изготовляют чугунными или стальными. Рабочая часть барабана должна иметь нарезанные по винтовой линии
ручьи полукруглой формы. Ручьи на барабане дают возможность хорошо укладывать канат (без трения о соседние витки и без больших расстояний между витками) и тем уменьшать его изнашивание.
В барабанных лебедках концы канатов жестко и надежно закреплены на барабанах.
Поскольку число канатов, на которых следует подвешивать кабину пассажирского или грузового лифта с проводником, должно быть не менее двух, то для двухканатной подвески и при использовании противовеса
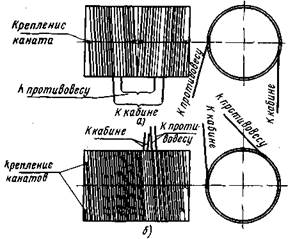
а — вверху; б — внизу
Рисунок 2.4 - Схемы укладки канатов на барабане при установке лебедки
канаты крепят и укладывают на барабане для верхнего расположения лебедки по схеме на рис. 2.4, а, а для нижнего — по схеме на рис. 2.4, б.
В первом случае на барабане нарезают однозаходные ручьи правого и левого направлений, а во втором случае — двухзаходные ручьи только одного (правого или левого) направления. При вращении барабана одна пара канатов (например, канаты кабины) наматывается, поднимая кабину, а вторая пара сматывается, опуская противовес. Во время обратного вращения барабана направление движения канатов, а соответственно и кабины с противовесом, изменяется.
Для надежного крепления канатов на барабане предусматривается такая канатоемкость барабана, при которой для наинизших положений кабины или противовеса на барабане оставалось бы не менее полутора запасных витков каждого закрепленного на барабане каната, не считая витков, находящихся под зажимным устройством.
Наиболее распространенные способы крепления каната на барабан приведены на рис. 2.5.
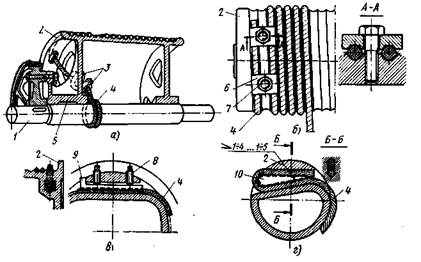
а – петлей с зажимами, б - прижимными планками, в - зажимом в гнезде планкой, г – зажимом в гнезде клином; 1 – вал; 2 – барабан;
3 – зажим; 4 – канат; 5 – ступица барабана; 6 – планка;
7 – шпилька (болт); 8 – винт; 9 – планка с выступом; 10 – клин
Рисунок 2.5 - Системы крепления каната на барабане
При большой высоте подъема кабины для размещения канатов на барабане требуется очень большая длина барабана (см. рис.1.2), особенно при подвешивании кабины на двух канатах и более, что является одной из причин ограниченного применения барабанных лебедок в лифтах.
Кроме того барабанные лебедки являются более опасными в случае неисправных концевых выключателей. Поэтому их применяют при малых скоростях движения кабины (  ).
).
Канатоведущий шкив (рис. 2.6, а) представляет собой шкив, на ободе которого сделаны кольцевые проточки (ручьи) для размещения в них канатов.
Внешняя нагрузка, представляющая разность между усилиями в канате со стороны кабины и со стороны противовеса, воспринимается силами трения, возникающими между канатом и ручьем шкива. Сила трения зависит от угла обхвата канатом канатоведущего шкива, формы профиля ручья и величины коэффициента трения между канатом и поверхностью ручья.
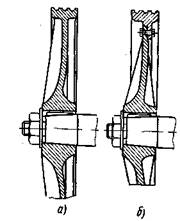
Поскольку в лебедке изнашивается главным образом обод канатоведущего шкива, то обод иногда делают отъемным (рис. 2.6, б), что позволяет легко заменять его и восстанавливать лифт до рабочего состояния.
|
а – цельный; б – с отъемным ободом
Рисунок 2.6 – Канатоведущие шкивы
На шкивах лифтовых лебедок применяют ручьи следующих профилей.
Полукруглый ручей (рис. 2.7, а) дает возможность добиваться наибольшего срока службы каната вследствие большой опорной поверхности каната в ручье. Однако канат на полукруглом ручье обеспечивает сравнительно небольшой так называемый тяговый коэффициент, величина которого зависит как от трущихся материалов, так и формы ручья. При недостаточной величине тягового коэффициента либо увеличивают угол обхвата канатоведущего шкива введением контршкива, либо применяют ручьи другого профиля. К тому же полукруглые ручьи трудны в изготовлении.
Полукруглый ручей с подрезом (рис. 2.7, б) позволяет получать больший тяговый коэффициент, зато условия работы каната несколько ухудшаются, так как повышается давление между канатом и ручьем. Прямоугольная форма подреза принята для того, чтобы при изнашивании ручья не изменялись первоначальные условия прилегания каната к канатоведущему шкиву.
Клиновой ручей (рис. 2.7, в) позволяет значительно повышать тяговое усилие шкива. К недостаткам этого профиля относятся повышение изнашивания каната и снижение тягового усилия по мере изнашивания ручья.
Клиновой ручей с подрезом (рис. 2.7, г) в настоящее время применяют широко, так как его можно изготовить достаточно просто, а по мере изнашивания шкива этот ручей превращается в полукруглый с подрезом. Недостаток этого ручья — повышение изнашивания каната в начале эксплуатации лебедки.

а – полукруглый; б – полукруглый с подрезом; в – клиновой;
г – клиновой с подрезом
Рисунок 2.7 – Профили ручьев
Величина диаметра канатоведущего шкива, барабана или блока сильно влияет как на срок работы каната, так и на изнашивание ручья. Чем больше диаметр ручья, тем менее крутой изгиб испытывает канат и тем меньше давление между канатом и ручьем. Это увеличивает сроки службы канатов и ручьев.
Соотношение диаметров канатов и диаметров канатоведущих шкивов, барабанов и блоков, измеряемых по дну ручья, строго регламентировано ПУБЭЛ.
При эксплуатации лифтов следует тщательно следить за тем, чтобы ручьи канатоведущего шкива изнашивались равномерно, так как на ручье меньшего диаметра больше проскальзывает канат, в результате чего более изношенный ручей изнашивается еще быстрее, приводя шкив в непригодное состояние.
В обыкновенных пассажирских и грузовых лифтах применяют быстроходные двигатели, в то время как частота вращения канатоведущего органа небольшая. Для согласования частот их вращения применяют зубчатые или более компактные червячные редукторы. В соответствии с этим лебедки называют редукторными.
В лифтах с повышенными скоростями наиболее целесообразно применять безредукторные лебедки, где канатоведущий шкив непосредственно (без редуктора) соединен с валом электродвигателя постоянного тока с пониженной частотой вращения ротора (тихоходный).
Безредукторные лебедки более совершенны и отличаются сложными системами управления, что удорожает их обслуживание.
Наиболее распространены редукторные лебедки (рис. 2.8), у которых канатоведущий шкив насажен консольно на конец выходного вала редуктора.
Лебедка включает в себя редуктор 1, к которому крепят фланцевый электродвигатель 4. В зоне соединения редуктора с электродвигателем размещен тормоз 5 с тормозным электромагнитом 6. На червячном валу редуктора с противоположной от электродвигателя стороны предусмотрен штурвал 8. На выходном валу редуктора закреплен канатоведущий шкив 7, в ручьях которого помещены подъемные канаты лифта. Редуктор укреплен на раме 3, которая через резиновые амортизаторы опирается на подрамник 9, закрепленный в свою очередь на основании машинного помещения. Такие лебедки в зависимости от номинальной скорости лифта выполняют как с односкоростным электродвигателем, так и с двухскоростным, обеспечивающим номинальную и остановочную скорости.
Более сложной кинематической схемой обладают двухскоростные лебедки с микроприводом, состоящие из двух электродвигателей, двух редукторов, фрикционной или электромагнитной муфты, тормоза и канатоведущего органа.
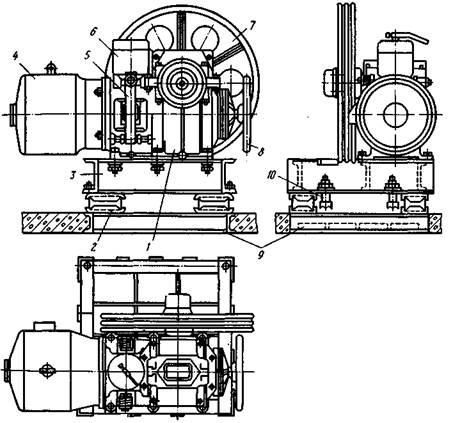
1 – редуктор; 2 – амортизатор; 3 – рама; 4 – электродвигатель;
5 – тормоз; 6 – тормозной электромагнит; 7 – канатоведущий шкив; 8 – штурвал; 9 – подрамник; 10 – домкрат
Рисунок 2.8 – Лебедка с консольно расположенным канатоведущий шкивом
Лебедки с канатоведущими шкивами весьма компактны, их габариты не зависят от высоты подъема кабины и более надежны при неисправностях концевых выключателей. Если противовес садится на буфер, а кабина лифта доходит до перекрытия шахты, то происходит ослабевание натяжения канатов и они начинают скользить по канатоведущему шкиву.
С целью снижения уровня шума и габаритных размеров подъемной лебедки в лифтах нашли наибольшее применение червячные редуктора.
Передаточное число червячного редуктора может быть в пределах 18 – 120. При этом число заходов червяка составляет 1 – 4, а число зубьев
червячного колеса принимается не менее 30.
По характеру изготовления червяка различают редукторы с цилиндрическими и глобоидальными червяками. Цилиндрические червяки имеют цилиндрическую форму винта с трапецеидальным профилем нарезки. Этот червяк прост в изготовлении и регулировании зацепления. Глобоидальный червяк имеет форму тела, образованного вращением дуги abc относительно оси х (рис. 2.9).
Изготовление глобоидального червяка сопряжено с применением специального оборудования и режущего инструмента. Червячные колеса глобоидального и цилиндрического редукторов по форме не различаются.
Основное преимущество глобоидального зацепления заключается в том, что с глобоидальным червяком одновременно находятся в зацеплении все зубья червячного колеса, расположенные по дуге abc, в то время как с цилиндрическим червяком одновременно находится в зацеплении только один зуб червячного колеса и только в некоторый момент входит в зацепление второй зуб. Следовательно, при одинаковых моментах, передаваемых редукторами, усилие, приходящееся на один зуб в глобоидальном редукторе, значительно меньше, чем в редукторе с цилиндрическим червяком, поэтому размер зубьев и соответственно габаритные размеры всего глобоидального редуктора меньше, а вся лебедка компактнее.
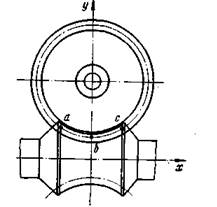
Рисунок 2.9 – Конфигурация элементов глобоидального редуктора
Дуга abc червяка должна быть расположена строго симметрично относительно оси у. При нарушении этой симметрии, т. е. в случае смещения червяка вправо или влево, зацепление нарушается, в работе участвует меньшее число зубьев, редуктор нагревается и может выйти из строя. Поэтому при эксплуатации глобоидального редуктора особое внимание следует обращать на положение червяка в осевом направлении, что достигается тщательным регулированием зацепления.
В лифтовых лебедках применяют два способа горизонтального расположения червяка – верхнее, когда он находится над червячным колесом, и нижнее, когда червяк установлен под червячным колесом. При верхнем расположении червяка недостаточно смазываются поверхности трения червячной пары, особенно в период пуска механизма после продолжительного перерыва в работе, когда все масло стекло и происходит практически сухое трение. Это вызывает повышенное изнашивание трущихся поверхностей и снижение коэффициента полезного действия.
При нижнем расположении червяка обильно смазываются трущиеся поверхности червячной пары и повышается КПД, однако при этом появляется возможность утечки масла через подшипниковые узлы червяка. Для предотвращения утечки масла требуется тщательная защита в виде сальников, уплотнений, прокладок. В период эксплуатации лифта необходим постоянный контроль уровня масла в редукторе.
Способ расположения червяка существенно влияет на габариты лебедки и конструкцию опорной рамы, на которой монтируют элементы лебедки. В практике отечественного лифтостроения широко распространены лебедки с нижним расположением червяка, с фланцевым электродвигателем и канатоведущим шкивом, консольно расположенным на выходном валу редуктора. Такое расположение агрегатов позволяет получать очень компактный механизм.
Валы червяков устанавливаются на подшипниках качения и скольжения (для уменьшения шума). Для проведения наладочных работ на выступающий конец червяка с квадратным хвостовиком надевается штурвал.
Для соединения редуктора с двигателем применяются упругие втулочно – пальцевые муфты с тормозным шкивом, который располагается со стороны редуктора.
Для снятия кабины с ловителей применяют струбцину (рис. 2.10), которую устанавливают на канатоведущий шкив в зоне набегания подъемных канатов кабины на шкив, гайками прижимают канаты к ручьям шкива, искусственно создавая большую силу трения канатов по шкиву, нажатием на рукоятку электромагнита растормаживают тормоз лебедки и вручную, используя массу противовеса, поворачивают канатоведущий шкив на небольшой угол, поднимая кабину и тем самым снимая ее с ловителей.
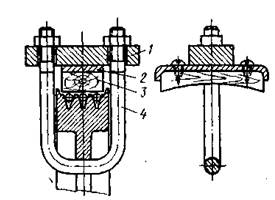
1 – пластина; 2 – обойма; 3 – брусок; 4 – U- образный стержень
Рисунок 2.10 - Струбцина
Тормоза
Лебедка лифта должна быть оборудована автоматически действующим тормозом замкнутого типа, предназначенным для остановки кабины и удержания ее при выключенном электродвигателе. Основным показателем тормоза является его тормозной момент, т. е. величина силы трения на тормозном шкиве, помноженная на радиус последнего. Для надежного удержания на тормозе подвижных частей лифта тормозной момент на валу, где установлен тормоз, должен быть больше момента движущей силы со стороны подвижных частей лифта на том же валу.
Наименьший крутящий момент в лифтовой лебедке приходится на первый вал механизма (вал двигателя). Далее по мере удаления от двигателя по кинематической цепи крутящие моменты на валах возрастают пропорционально передаточному числу редуктора (передачи). Поэтому тормоза в лифтовых лебедках устанавливают на первом валу механизма. В механизме без редуктора есть только один вал, поэтому на нем и устанавливают тормоз.
Тормоз следует располагать по кинематической цепи как можно ближе к барабану или канатоведущему шкиву, для того чтобы при выходе из строя какого-либо элемента механизма привода (например, муфты) тормоз мог тормозить канатоведущий орган. Поэтому тормозной шкив муфты следует крепить на входном валу редуктора, а не на валу электродвигателя.
В лифтах допускается применять только колодочные тормоза нормально замкнутого типа, т.е. такие, которые при отключении привода тормоза (электромагнита, электрогидравлического толкателя) затормаживают (замыкают) тормозной шкив.
Колодочные нормально замкнутые тормоза с электроприводом во время работы лифта находятся под током и их колодки разжаты, а при прекращении подачи тока по любой причине колодки автоматически замыкаются и лифт затормаживается. В этих тормозах электропривод служит для удержания тормозных колодок в разжатом состоянии, а пружина или груз – для замыкания колодок, т. е. для зажима колодками тормозного шкива.
В лифтах наиболее широко применяют двухколодочные тормоза. Тормозные колодки крепят к рычагам шарнирно. Колодки покрывают фрикционным материалом, который должен обладать большой износостойкостью, упругостью, высоким коэффициентом трения и стабильностью коэффициента трения при нагреве колодок до 200 – 300° С. Наиболее полно этим требованиям отвечает вальцованная фрикционная лента. Ее коэффициент трения не ниже 0,42.
Чаще всего фрикционный материал (обкладки) приклепывают латунными, алюминиевыми или медными заклепками. Выбор мягкого материала для заклепок вызван тем, что при изнашивании обкладок заклепки из более твердых материалов могут испортить поверхность шкива. Чтобы предохранить шкив от неравномерного изнашивания, потайные головки заклепок должны быть утоплены не менее чем на половину толщины обкладки.
При замене обкладок необходимо добиваться хорошего прилегания поверхности обкладки к шкиву (не менее 80% площади обкладки). Желательно не менять обе обкладки одновременно, так как не приработанные обкладки в начале работы тормоза могут значительно повлиять на его тормозную характеристику.
На работу тормоза существенно влияет регулирование величины отхода колодок от шкива. Величины отхода обеих колодок должны быть одинаковыми и находиться от 0,4 до 1 мм (в зависимости от диаметра тормозного шкива).
Больше всего в лифтах распространен электромагнитный привод тормозов. Этот привод помимо рода электрического тока (постоянный или переменный) разделяют по величине хода якоря электромагнита на короткоходовой (2 – 5 мм) и длинноходовой (30 – 100 мм и более), по тяговому усилию, по массе подвижных частей привода тормоза.
Электромагниты включают в цепь питания двигателя лебедки так, что размыкание тормоза (растормаживание) происходит в электроприводе переменного тока одновременно с включением электродвигателя лебедки, а в электроприводе постоянного тока — после создания электрического момента, достаточного для разгона электродвигателя.
Кроме электромагнитного привода в тормозах применяют электрогидравлические толкатели, состоящие из электродвигателя, центробежного насоса и поршневой системы. При включении электродвигателя насос создает давление и поршневая система воздействует на рычаги тормоза, растормаживая его. Электродвигатель толкателя включается под напряжение одновременно с двигателем лебедки. Тормоза с электрогидравлическим толкателем осуществляют более плавное торможение, чем тормоза с электромагнитом.
Наиболее распространены тормоза с пружинным замыканием, так как тормоза с грузовым замыканием отличаются большим временем срабатывания. Кроме того, срабатывание их. сопровождается колебаниями рычага, ухудшающими работу тормоза и лифта в целом.
Тормоз лебедки должен останавливать движущиеся массы, а также удерживать кабину при проведении испытаний. У тормоза лебедки должно быть предусмотрено устройство для ручного растормаживания. При прекращении воздействия на это устройство действие тормоза должно автоматически восстанавливаться. Наиболее полно этим требованиям отвечает тормоз с электромагнитом постоянного тока, представленный на рис. 2.11.
При выключении питания электромагнита усилие притяжения якоря исчезает, замыкающие пружины 16 поворачивают рычаги 1 в сторону шкива, колодки рабочими поверхностями прижимаются к шкиву, создавая тормозной момент. Регулировочные винты 4, воздействуя на нижние плечи рычагов, поворачивают их на соответствующий угол, другими концами поднимая шток и якорь в верхнее положение.
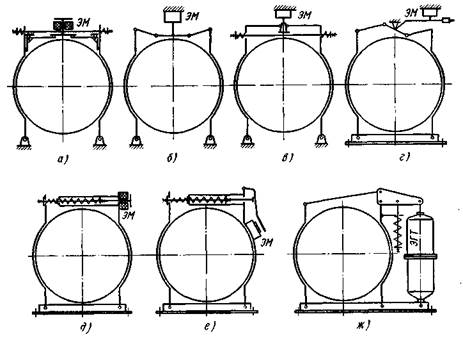
а, д, е – с короткоходовыми электромагнитами; б, в, г – с длинноходовыми электромагнитами; ж – с электрогидравлическим толкателем
Рисунок 2.11 – Схемы тормозов, применяемых в лифтах
Если необходимо растормозить систему вручную, т. е. без подачи электроэнергии на катушку электромагнита, то нажатием на рукоятку 12 с помощью стойки перемещают якорь 11 вниз к корпусу электромагнита. Через шток 14, двуплечий рычаг 5 и регулировочный винт 4 поворачивают рычаги 1 с колодками 2 в сторону от шкива, сжимая при этом замыкающие пружины 16 и растормаживая тормоз. После прекращения воздействия на рукоятку 12 элементы тормоза занимают исходное положение, соответствующее заторможенному состоянию.
Безредукторная лебедка оборудуется двумя тормозами (или одним, состоящим из двух независимых систем торможения).
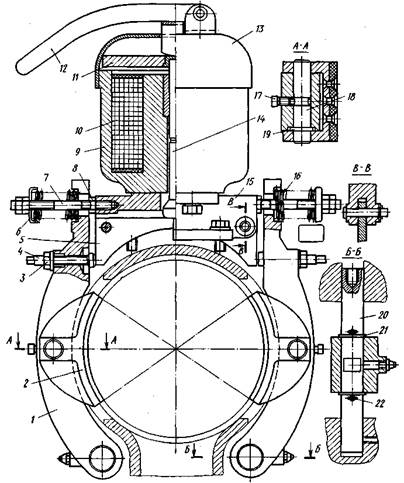
1 – рычаг; 2 — колодка; 3, 8 – контргайки; 4 – регулировочный винт, 5 – двуплечий рычаг; 6 – фасонная шайба; 7 – шпилька,
9 – сердечник; 10 – катушка электромагнита, 11 – якорь;
10 – рукоятка; 13 – колпак; 14 – шток; 15 – кронштейн;
16 – пружина; 17 – болт; 18 – ось колодки; 19 – пружинная шайба, 20 – ось рычага; 21 – шайба; 22 – шплинт
Рисунок 2.12 – Тормоз с электромагнитом постоянного тока
Дата добавления: 2016-03-15; просмотров: 5304;