Монтаж алюминиевой оболочки методом горячей пайки
11.74. Для сращивания алюминиевой оболочки методом горячей пайки, кроме обычных приспособлений и материалов, должны быть подготовлены:
а) охладитель (рис. 11.15) с диаметром отверстия, соответствующим диаметру сращиваемой алюминиевой оболочки;
б) щетки стальные (с кордной лентой): одна для зачистки оболочки и вторая для ее обслуживания;
в) цинково-оловянный припой ЦОП;
г) материалы для восстановления изолирующих покровов (разд. 12).
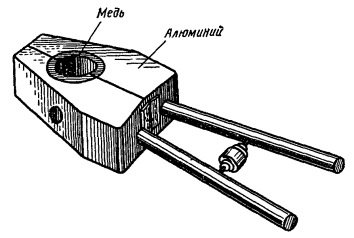
Рис. 11.15. Охладитель
11.75. После разделки концов кабеля залудить алюминиевую оболочку, для чего:
а) сердечник кабеля поверх поясной изоляции обмотать двумя слоями стеклоленты;
б) поверхность оболочки зачистить напильником, затем стальной щеткой, протереть ветошью, смоченной бензином (Б-70 или неэтилированным А-72) и вновь протереть сухой тканью;
в) при залуживании оболочки необходимо обратить особое внимание на чистоту обрабатываемой поверхности. Чтобы расплавленный битум не подтекал в зону залуживания, конец кабеля следует обрабатывать в наклонном положении. Залуживание производится без применения флюса; стальные щетки перед использованием должны быть тщательно очищены от загрязнений, промыты в бензине и просушены; щетки, предназначенные для залуживания, не должны использоваться для зачистки оболочки; щетки для зачистки не должны применяться для залуживания;
г) на стальную щетку (предназначенную только для залуживания оболочки) нанести 5 - 7 г припоя ЦОП, разогретого до состояния текучести;
д) прогреть пламенем паяльной лампы (рис. 11.16, а) или горелки алюминиевую оболочку до температуры плавления припоя и, натирая стальной щеткой с припоем ЦОП, залудить оболочку по всей окружности на расстоянии 40 - 50 мм от ее среза; припой должен покрыть оболочку ровным, гладким и блестящим слоем,
е) на горячую поверхность залуженной оболочки путем натирания нанести прутком тонкий слой припоя ПОССу-30-2;
ж) длительность всего процесса залуживания должна быть минимальной и не превышать 1 мин;
з) немедленно после нанесения припоя ПОССу-30-2 на оболочку кабеля вблизи места среза полиэтиленового шланга установить охладитель (рис. 11.16, б);
и) после остывания оболочки снять охладитель и удалить стеклоленту с сердечника.
Аналогично подготовить второй конец кабеля.
11.76. Удаление поясной изоляции, монтаж сердечника, упаковка сростка, запайка свинцовой муфты, испытание герметичности, установка защитной чугунной муфты и другие работы должны выполняться так же, как на кабеле в свинцовой оболочке с учетом следующего:
а) перед надвиганием на конец кабеля бесшовной свинцовой муфты на ее концах следует сделать несколько треугольных вырезов, что облегчает образование конусов и сохраняет залуженные поверхности оболочки и муфты в процессе формирования конуса;
б) упаковку сростка выполнить увеличенным количеством слоев кабельной бумаги (6 - 8 слоев);
в) пайку муфты производить без применения флюса - сухой гладилкой;
г) сразу же после окончания пайки на оголенную оболочку необходимо установить охладитель (рис. 11.16, в).
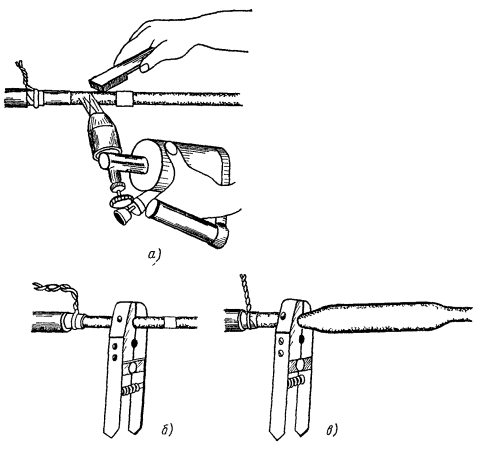
Рис. 11.16. Монтаж кабеля в алюминиевой оболочке методом горячей пайки:
а - залуживание оболочки; б - установка охладителя, в - смонтированная муфта
Дата добавления: 2016-03-05; просмотров: 2610;