Размеры металлических деталей для сращивания алюминиевой оболочки методом опрессования
| Тип кабеля | Размеры, мм (рис. 11.11 ) | |||||
| опорная втулка | трубка алюминиевая | |||||
| d 1 | d 2 | l | d 1 | d 2 | l | |
| МКСА-4×4 | ||||||
| МКСА-1×4 | 12,7 | |||||
| ЗКА-1×4 | 12,5 | 15,6 | ||||
| 13,5* | 16,3 | 20* | 24* | |||
| ВКПА |
Продолжение табл. 11.5
| Тип кабеля | Размеры, мм (рис. 11.11) | |||||||||
| трубка переходная | цилиндр свинцовый | |||||||||
| d 1 | d 2 | d 3 | d 4 | l 1 | l 2 | l 3 | d 1 | d 2 | l | |
| МКСА-4×4 | 26,5 | 29,5 | ||||||||
| МКСА-1×4 | 16,5 | |||||||||
| ЗКА-1×4 | 19,5 | - | - | - | - | |||||
| - | - | - | - | - | - | - | - | - | - | |
| ВКПА | - | - | - | - | - | - | - | - | - | - |
| * При применении алюминиевой трубки-муфты типоразмера 24×2. |
11.48. Установить монтажный станок и закрепить на нем устройство для расширения алюминиевой оболочки и запрессовки опорных втулок; подающий винт устройства вывести в крайнее положение.
11.49. Надвинуть на сердечник кабеля проходной пуансон для расширения оболочки (см. рис. 11.10).
11.50. Конец кабеля заложить в устройство таким образом, чтобы срез полиэтиленового шланга упирался во внешний торец губок держателя; закрепить конец кабеля в держателе, стянув губки винтом. Вставить пуансон в гнездо корпуса устройства, смазать рабочую часть пуансона вазелином.
11.51. Вращением подающего винта запрессовать проходной пуансон под оболочку кабеля. Подающий винт устройства вывернуть вместе с пуансоном.
11.52. Освободить кабель из губок держателя, снять с сердечника пуансон и на его место надвинуть стальную опорную втулку (см. рис. 11.11, а) и толкатель. Ввести толкатель в гнездо головки расширительного устройства и запрессовать опорную втулку под расширенную часть оболочки путем вращения подающего винта (рис. 11.12).
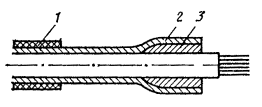
Рис. 11.12. Конец кабеля после запрессовки опорной втулки:
1 - шланг; 2 - расширенная часть оболочки; 3 - опорная втулка
11.53. При запрессовании проходных пуансонов и опорной втулки недопустим их перекос, так как это может вызвать повреждение сердечника, прорез или разрыв оболочки в месте запрессовки.
В случае, когда это по каким-либо причинам все же имеет место, необходимо заново разделать конец кабеля.
11.54. Аналогично подготовить второй конец сращиваемых кабелей.
Примечание . При расширении оболочки и запрессовке опорной втулки оболочка укорачивается примерно на 5 мм на кабеле емкостью 1×4 и до 10 мм на кабеле 4×4 и более. Поэтому перед монтажом сердечника сращиваемые концы кабеля должны быть установлены таким образом, чтобы расстояние между местами среза оболочки (расширенной) соответствовало данным табл. 8.6. Соответственно расстояние от середины сростка до места среза наружного покрова (брони, внутреннего шланга) на, смонтированной муфте будет на 10 - 20 мм меньше, чем на разделанном конце кабеля до монтажа.
11.55. Зачистить металлической круглой щеткой внутреннюю поверхность соединительной алюминиевой трубки (рис. 11.11 , б) на длине 30 - 40 мм с обоих концов. Зачищенную поверхность смазать кварцевазелиновой пастой и вторично зачистить щеткой под слоем пасты. Аналогично зачистить плоской стальной щеткой наружную поверхность расширенной части оболочки на кабеле со стороны А.
Примечание . При необходимости устройства КИП к алюминиевой трубке должен быть предварительно (в мастерских, на базе) припаян выводной проводник.
11.56. Надвинуть алюминиевую трубку на оболочку конца кабеля со стороны А. Удалить поясную изоляцию.
11.57. Смонтировать сердечник кабеля; при этом учесть примечание к п. 11.54; восстановление поясной изоляции выполнить четырьмя слоями полиэтиленовой ленты (рис. 11.13, а).
11.58. Зачистить наружную поверхность расширенной части оболочки на кабеле со стороны Б так же, как на кабеле со стороны А (п. 11.55).
11.59. Надвинуть на упакованный сросток алюминиевую трубку так, чтобы концы ее симметрично закрывали расширенные части оболочки сращиваемых кабелей (рис. 11.13, б).
11.60. Установить на один из концов алюминиевой трубки матрицу и пуансон гидравлического пресса так, чтобы их края со стороны кабеля совпадали с концом трубки. Произвести опрессование; пуансон и матрица должны сомкнуться.
Аналогично спрессовать второй конец трубки.
Образовавшиеся при опрессовании на концах трубки заусенцы осторожно удалить при помощи кусачек и напильника.
Общий вид сростка после опрессования показан на рис. 11.13, в.
Не допускается:
применять алюминиевые трубки, пуансоны и матрицы, размеры которых не соответствуют данному типу кабеля;
производить опрессование без тщательной зачистки и смазки кварцевазелиновой пастой спрессовываемых поверхностей.
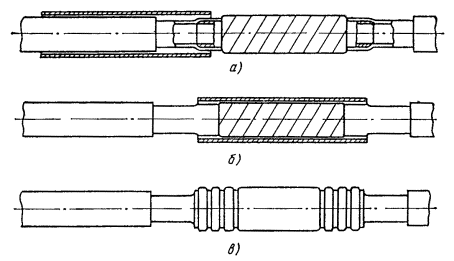
Рис. 11.13. Основные этапы монтажа прямой муфты методом опрессования:
а - смонтированный сердечник; б - установка алюминиевой трубки над сростком; в - вид муфты после опрессования
11.61. Удалить с поверхности сростка остатки кварцевазелиновой пасты и протереть ее чистой ветошью, смоченной в бензине.
11.62. Восстановление защитных покровов выполнить согласно разд. 12.
11.63. При монтаже кабелей марок МКСАБпШп-1×4×1,2 или ЗКАБп-1×4×1,2 обмотать сросток ранее смотанными в рулончики бронелентами (см. п. 11.46) с тем же шагом и перекрытием, что и на кабеле; концы бронелент очистить от битума, залудить и закрепить на броне со стороны Б бандажом из трех-четырех витков медной луженой проволоки. Стык бронелент и бандаж пропаять припоем ПОССу-30-2.
Дата добавления: 2016-03-05; просмотров: 986;