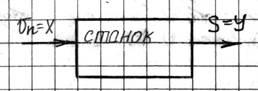
ЭЭ СТАНОК КАК ОБЪЕКТ РЕГУЛИРОВАНИЯ
ЭЭ станок как и любое другое звено САР характеризуется определенной функциональной зависимостью между входной и выходной величинами.
 (23)
(23)
 - скорость суммарного износа электрода по длине (мм/с).
- скорость суммарного износа электрода по длине (мм/с).
Скорость суммарного износа электродов по длине связана со скоростью съема металла с обработкой детали следующей зависимостью:
 (24)
(24)
- скорость съема металла с обрабатываемой заготовки (производительность обработки (мм3/с)
 - безразмерный коэффициент износа электрода-инструмента (0...1),
- безразмерный коэффициент износа электрода-инструмента (0...1),  =1 - износ заготовки.
=1 - износ заготовки.
 - площадь электродов.
- площадь электродов.
Скорость съема металла с обработатываемой заготовки обработкой  - является функцией зазора S.
- является функцией зазора S.

Для небольших интервалов изменения зазора эту функцию можно представить в линейном виде:
 (25)
(25)
где  - угол наклона касательной к кривой
- угол наклона касательной к кривой 
Уравнение прямой (ах+bу=0); К1 и К2 - коэффициенты.
Можем записать:
(26)
(27)
 (28)
(28)
 - эмпирический коэффициент, зависящий от материала заготовки и режима обработки (мм3/с).
- эмпирический коэффициент, зависящий от материала заготовки и режима обработки (мм3/с).
 - коэффициент, зависящий от тех же параметров (мм2/c).
- коэффициент, зависящий от тех же параметров (мм2/c).
 (29)
(29)
 (30)
(30)
Как видно из (30) ЭЭ станок в САР является апериодическим звеном.
| <== предыдущая лекция | | | следующая лекция ==> |
| ДИСКРЕТНОСТЬ ИЗМЕНЕНИЯ ЗАЗОРА | | | Лекцияның қысқаша мазмұны. Педагогика және психология факультеті |
Дата добавления: 2016-03-05; просмотров: 602;