Понятие о качестве поверхности
Качество обработанной поверхности характеризуется двумя основными признаками:
а) физико-механическими свойствами поверхностного слоя металла;
б) степенью шероховатости поверхности (иначе - чистотой или гладкостью поверхности).
Качество поверхностного слоя металла обусловливается свойствами металла и методами механической обработки.
В процессе механической обработки от действия режущего инструмента на поверхности металла остаются гребешки и впадины и структура поверхностною слоя изменяется; поверхностный слой испытывает пластические деформации, и образуется наклеп, твердость его повышается, возникают внутренние напряжения.
Степень наклепа металла и глубина проникновения пластических деформаций зависят от метода обработки и режима резания (подачи, глубины и скорости резания). При повышении подачи и глубины резания толщина наклепанного слоя увеличивается, при повышении скорости резания, напротив, уменьшается. При легком режиме резания толщина наклепанного слоя выражается в сотых долях миллиметра, а при более тяжелых (при большой подаче и глубине резания) - в десятых долях миллиметра.
Различают следующие отклонения обработанной поверхности по геометрическим признакам:
1 Макрогеометрия (макронеровности) поверхности, характеризуемая погрешностями формы - отклонениями от правильной геометрической формы (овальность, конусность, бочкообразность и т.д.).
2 Волнистость поверхности, т.е. наличие периодически повторяющихся, примерно одинаковых волнообразных отклонений.
3 Микрогеометрия (микронеровности) поверхности, т.е. шероховатость, обусловленная наличием гребешков и впадин. Величина микронеровностей характеризует чистоту обработки поверхности. Поверхность может быть волнистой и в то же время грубошероховатой или незначительно шероховатой, чистой (гладкой), так же как и ровная поверхность может быть грубо- или значительно шероховатой или чистой (гладкой).
Отклонения от правильной геометрической формы являются одним из факторов точности обработки поверхности: поэтому эти отклонения рассматриваются при общем изучении вопросов точности обработки деталей.
Волнистость поверхности детали возникает при обработке вследствие вибрации технологической системы станок - приспособление - инструмент - деталь, неравномерности процесса резания, биения режущего инструмента и других причин. Часто волнистость возникает на поверхности деталей средних и крупных размеров при обработке точением, фрезерованием, шлифованием
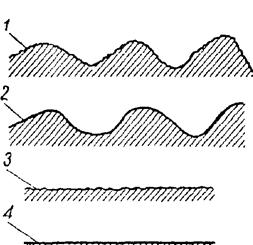
1- волнистая и шероховатая; 2 - волнистая и гладкая;
3 - ровная и шероховатая; 4 - ровная и гладкая
Рисунок 3.11 - Виды поверхностей
Поверхности, обработанные металлорежущими инструментами (резцом, фрезой и др.), имеют шероховатость различного характера: продольную - в направлении вектора скорости резания (рис. 3.12.а) и поперечную - в направлении, перпендикулярном указанному вектору, т.е. в направлении подачи (рис. 3.12.б).
Продольная шероховатость образуется вследствие колебаний силы резания при обработке, которые могут вызвать вибрации, увеличивающие продольную шероховатость. Возможны и другие причины образования продольной шероховатости, например образование нароста.
Поперечная шероховатость обычно больше, чем продольная. При чистовой обработке поверхностей деталей абразивным инструментом шероховатость поверхности в продольном и поперечном направлениях примерно одинакова.
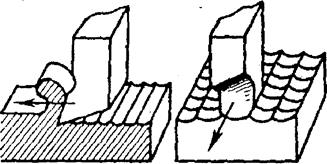
а) б)
Рисунок 3.12 - Продольная (а) и поперечная (б) шероховатость
К числу многих факторов, от которых зависит качество обрабатываемой поверхности, относятся:
а) род и свойства обрабатываемого материала;
б) способ обработки (точение, строгание, шлифование и т. д.);
в) режим резания металла (скорость резания, подача, глубина резания);
г) жесткость системы станок - приспособление - инструмент - деталь;
д) геометрические параметры инструмента;
е) материал инструмента;
ж) охлаждение в процессе резания.
3.7.2 Значение качества поверхностей деталей машин
Параметры и условия работы, характерные для современных машин, предъявляют высокие требования к качеству поверхностей сопрягаемых деталей. Сюда относятся:
а) быстроходность машин;
б) высокие удельные нагрузки;
в) большая мощность машин при сравнительно малом весе;
г) высокие давления и температуры;
д) требования к долговечности и надежности работы машины;
е) высокая точность работы механизмов и всей машины. Качество поверхностей оказывает значительное влияние на эксплуатационные свойства деталей.
Так, износоустойчивость поверхностей помимо многих других факторов зависит от ее качества. На износ поверхностей деталей влияют макронеровности, волнистость и микронеровности.
При макронеровностях и волнистости износ поверхностей происходит неравномерно. Сначала изнашиваются выступающие части поверхности; при микронеровностях в первую очередь деформируются и истираются гребешки поверхности. Слой смазки удерживается на поверхности до тех пор, пока удельное давление не превысит определенного значения. Так как трущиеся поверхности соприкасаются в отдельных выступающих точках, смазка в этих точках выдавливается и возникает сухое трение.
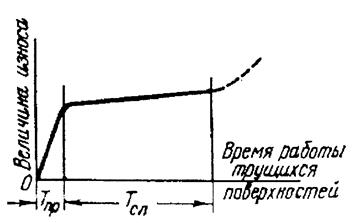
Рисунок 3.13 - График зависимости величины износа трущихся
поверхностей от времени их работы
Зависимость величины износа от времени работы трущихся поверхностей видна из графика (рис. 3.13). Вначале сравнительно быстро за период времени ТПр происходит процесс истирания выступающих неровностей, т.е. протекает начальный период изнашивания - «приработка» поверхностей. Далее процесс изнашивания (истирание неровностей) протекает медленнее, и этот период времени ТСл определяет срок службы детали. Длительность периодов ТПр и ТСл различна зависимости от качества поверхности, а также от рода металла трущихся поверхностей и условий эксплуатации. Иногда обнаруживается резкое увеличение износа в конце периода ТСл (пунктирная часть кривой); это обычно происходит вследствие увеличения зазора сверх допустимой величины. Величина начального износа трущихся поверхностей обычно значительно больше, чем износ за весь дальнейший срок службы. При большой шероховатости зазоры у сопрягаемых поверхностей быстро увеличиваются и к концу периода приработки доходят до предельных размеров, вследствие чего на дальнейший срок службы машины величина запаса на износ, оставшаяся от обшей величины допустимого износа, остается весьма малой. Это приводит к сокращению срока службы машины.
Повышение качества трущихся поверхностей увеличивает срок службы машины, удлиняет их долговечность.
Дата добавления: 2016-02-24; просмотров: 1192;