Теоретичні положення
При механічній обробці металів (шліфуванні) на працюючих впливає ряд небезпечних і шкідливих виробничих факторів:
§ частини виробничого устаткування, що рухаються;
§ висока температура поверхні оброблюваних матеріалів;
§ гострі крайки, задирки, шорсткість на поверхнях заготівок;
§ підвищений рівень шуму (83-98 дБА – при холостому ході, 94-105 дБА при роботі під навантаженням);
§ підвищена запиленість (близько 8-10 мг/м3);
§ підвищена напруга в електричному ланцюзі чи статичної електрики, при якому може відбутися замикання через тіло людини та ін.
У зв'язку з наявністю перерахованих вище небезпечних і шкідливих виробничих факторів при проведенні шліфувальних робіт у ремонтних цехах трамвайних і тролейбусних депо, необхідно приділяти увагу вимогам безпеки до абразивного інструменту й безпеці проведення робіт.
Абразивний інструмент повинен відповідати вимогам [1].
Позначення на абразивних кругах. На кожному абразивному шліфувальному крузі повинно бути зазначено порядковий номер круга, дати проведення випробування, умовного знака або підпису працівника, відповідального за проведення випробувань.
На шліфувальних кругах діаметром 250 мм і більше, а також на шліфувальних кругах, що призначені для роботи на ручних шліфувальних машинах, повинні наноситися кольорові смуги, що характеризують робочу швидкість обертання кругів: жовта – 60 м/с; червона – 80 м/с; зелена – 100 м/с; зелена й синя – 120 м/с.
Абразивний інструмент перед початком роботи повинен бути оглянутий, перевірений на відсутність тріщин (при простукуванні в підвішеному стані дерев'яним молоточком масою 200-300 м видає чистий звук), випробуваний на міцність і збалансований. При установці на вісь шпинделя між фланцями 1 (рис. 1.1) і абразивним кругом 2 обов'язково поміщають прокладку 3 з еластичного матеріалу (гуми, шкіри, щільного папера, картону) товщиною 0,5-1 мм, що виступає за фланець по всій окружності не менш ніж на 1 мм. Це забезпечує міцне і нежорстке кріплення абразивного круга, знижує шум і вібрацію.
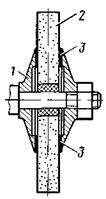
Рис. 1.1 – Закріплення абразивного кругу за допомогою фланцю
Захисні кожухи. Абразивний круг обгороджують захисними кожухами з сталі чи ковкого чавуна. Захисні кожухи для шліфувальних кругів, що мають робочу швидкість до 100 м/с, повинні задовольняти таким вимогам:
§ кожухи треба виготовляти у вигляді зварної конструкції з листової вуглецевої конструкційної сталі марок ВСт3, ВСт2 або сталі марок 20, 15 згідно відповідних нормативних документів;
§ форма й товщина стінок захисних кожухів повинні відповідати вимогам [1], а кожухів, що застосовують для обгороджування шліфувальних кругів під час роботи на ручних пневматичних і електричних шліфувальних машинах, - вимогам [2];
§ обід і бічні стінки захисного кожуха, виготовлені з листової сталі, повинні зварюватись суцільним, посиленим швом, висота якого не повинна бути меншою за товщину бічної стінки. У місцях, де в кожусі є вирізи під пристрої для правлення інструменту або для іншої мети, стінки кожуха повинні бути підсилені не менше ніж на товщину стінки; у цьому разі ширина підсилення стінки кожуха повинна бути не менша за подвоєну товщину стінки;
§ розташування й найбільш допустимі кути розкриву захисних кожухів повинні відповідати таким, що зображені на рис. 1.2.;
§ кут розкриву над горизонтальною площиною, що проходить крізь вісь шпинделя верстата, не повинен перевищувати 30 º - для кожухів, що не мають запобіжних козирків. Якщо кут розкриву перевищує 30 º, повинні бути встановлені пересувні металеві запобіжні козирки.
Захисні козирки. Пересувні металеві запобіжні козирки, що дозволяють зменшити зазор між козирком і кругом у разі його спрацювання, повинні задовольняти таким вимогам:
§ конструкція козирків повинна забезпечувати їх переміщення й закріплення у різних положеннях;
§ ширина пересувного запобіжного козирка повинна перевищувати відстань між двома торцевими стінками захисного кожуха;
§ товщина козирка повинна бути не менша за товщину циліндричної частини захисного кожуха.
§ переміщувати козирки дозволяється тільки після зупинення круга.
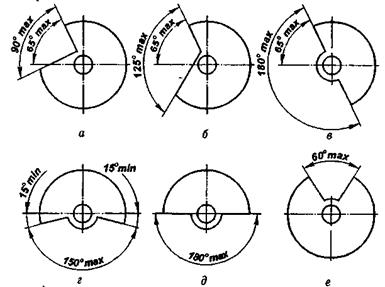
Рис. 1.2 – Розташування й найбільш допустимі кути розкриву захисних кожухів для кругів, що застосовують: а – на обдирних і точильних верстатах; б – на обдирних і точильних верстатах у разі розташування оброблюваних деталей нижче осі круга; в – на круглошліфувальних і заточувальних верстатах; г – на плоскошліфувальних і заточувальних верстатах, що працюють периферією круга; д – на переносних верстатах із гнучким валом і заточувальних верстатах; е – для роботи найбільш високою своєю точкою.
Екрани для захисту очей. Шліфувальні верстати з горизонтальною віссю обертання круга що призначаються для обробки вручну і без підведення змащувально-охолоджувальної рідини, повинні оснащуватись стаціонарним екраном для захисту очей. Захисний екран повинен задовольняти таким вимогам:
§ екран повинен виготовлятися із безосколкового матеріалу завтовшки не менше 3 мм;
§ конструкція екрану повинна передбачати можливість його переустановлення відповідно до розміру деталі та ступеня зношення шліфувального круга;
§ екран повинен розміщуватись симетрично відносно шліфувального круга;
§ ширина екрана повинна перевищувати висоту круга не менше ніж на 150 мм.
У разі неможливості використання стаціонарного захисного екрана слід застосовувати захисні окуляри зі зміцненими скельцями.
При сухій обробці деталей (без підведення змащувально-охолоджувальної рідини) шліфувальні верстати повинні бути обладнані відсмоктувальними пристроями пилу для зменшення концентрації шкідливих речовин у повітрі робочої зони до гранично допустимих.
Вимоги безпеки при роботі з абразивним інструментом. Під час виконання робіт із застосуванням інструмента необхідно дотримуватись таких вимог:
§ шліфувальні круги діаметром 125 мм і більше з робочою швидкістю більше 50 м/с, перед установленням на верстат повинні бути збалансовані. У разі виявлення дисбалансу шліфувального круга після першого правлення або під час роботи необхідно провести його повторне балансування;
§ до початку виконання робіт на шліфувальній машині захисний кожух повинен закріплюватися так, щоб шліфувальний круг під час обертання вручну з ним не стикався;
§ заготовку, що шліфують на шліфувальному верстаті, слід наближати до шліфувального круга плавно, без ударів; натискати на круг слід без зусиль;
§ дрібні деталі треба полірувати та шліфувати із застосуванням спеціальних пристосувань та оправок – для запобігання травмуванню рук працівника. Працювати із середньо- та великогабаритними деталями необхідно в бавовняних рукавицях;
§ перед використанням інструмент повинен відпрацювати на холостому ходу з робочою швидкістю протягом наступного часу:
- 1 хвилини – шліфувальні круги діаметром до 150 мм;
- 2 хвилини - шліфувальні круги діаметром 150-400 мм;
- 5 хвилин - шліфувальні круги діаметром більше 400 мм.
Під час виконання робіт із застосуванням абразивного інструменту забороняється:
§ експлуатувати абразивні шліфувальні круги, що не мають відмітки про проведені випробування на механічну міцність;
§ застосовувати шліфувальні круги з тріщинами на поверхні;
§ гальмувати обертовий шліфувальний круг натисканням на нього яким-небудь предметом;
§ застосовувати дефектні захисні кожухи для огородження інструмента й елементів його закріплення.
У кожного шліфувального верстата на видному місці повинна бути вивішена табличка з указівкою припустимої робочої окружної швидкості, використовуваних інструментів і частоти обертання шпинделя верстата за хвилину, а також табличка з вказівкою особи, відповідальної за безпечну експлуатацію верстата.
Дата добавления: 2016-02-20; просмотров: 905;