Вытягивание штабиков и труб вручную
Мастер-стеклодув набирает на рабочий конец стеклодувной трубки требуемую порцию стекла. К образовавшейся каплевидной заготовке прилепляется понтия, представляющая собой другую трубку или стержень с горячимстеклянным наконечником, полученным путем набора стекла в виде грибка. Затем два мастера (один держит стеклодувную трубку, другой – понтию), постепенно расходясь, растягивают стекло до нужной толщины. Несмотря на кажущуюся простоту, этот процесс требует большого навыка и высокой квалификации рабочих. Дело в том, что стекло при его вытягивании имееттенденцию наиболее тонко вытягиваться в середине дрота; для получения же его в достаточной степени калиброваннымнужно довольно тонко управлять скоростью растяжения и равномерностью температуры стекла по всей его длине. Сложность ручного вытягивания во много раз возрастает при необходимости вытягивания полых трубок.
В художественном стеклоделии нередко приходится вытягивать витые стержни и трубы. При этом заготовке предварительно задается требуемая форма, после чего уже прилепляется понтня. Например, квадратная в сечении форма придается либо опусканием набранного стекла в форму, либо четырехкратнымлегким ударом его по столу. При необходимости изготовления витых дротов, стержней или труб стеклодувную трубку и понтию медленно вращают при вытягивании в противоположные стороны.
В практике художественного стеклоделия для разнообразных целей декорирования поверхности изделий часто бывает необходимо получать дроты, имеющие в своем поперечном сечении тот или иной рисунок. Особенно широкое распространение это получило в средние века в Венеции, где были изобретены виртуозные приемы декорирования поверхности изделий.
Так, в коллекции Эрмитажа имеются образцы дротиков диаметром 5 мм, на торцах которых изображен во всех деталях портрет какого-то военачальника. Предположительно, первоначально в относительно большом масштабе была выложена смальтовая мозаика, которая после спекания в разогретом виде растягивалась в перпендикулярном плоскости рисунка направлении. Вытягивание, вероятно, производилось после спекания с помощью двух понтий.
Часто можно встретить дроты со спиралевидным рисунком внутри. Для их изготовления на цилиндрик горячего бесцветного стекла накладывают вдоль его образующей дротик молочного стекла, утапливают его в тело стекла, и вновь набрают на него слой бесцветного стекла, после чего заготовку начинают тянуть, медленно вращая трубку и понтию в разных направлениях; получается дрот со спиральной нитью. Поскольку основное стекло прозрачно, молочная спираль видна насквозь (рис. 2).
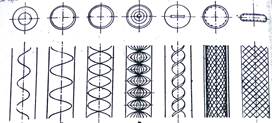
Рис. 2. Технологические схемы получения узорчатых дротов
Постепенно усложняя раскладку молочных дротиков, можно получать дроты с очень сложным рисунком.
Выдувание
Этим способом получают полые изделия практически любой сложности. Основным инструментом является стеклодувная трубка.
Классическая стеклодувная трубка за две с лишним тысячи лет своего существования больших, принципиальных конструктивных изменений не претерпела. В зависимости от размеров и веса выдуваемого изделия, стеклодувная трубка представляет собой железную трубу диаметром от 15 до 35 мм и длиной до полутора метров. Рабочий конец трубки заканчивается утолщенным, слегка коническим наконечником, называемым «набелем». Второй конец трубки для более удобного прикасания к нему губами стеклодува несколько оттянут, утоньшаясь к своему завершению. Для того чтобы рукам не было горячо держать трубку, на нее надета теплоизолирующая обойма из дерева или резины. Во время работы трубку периодически охлаждают водой.
В таком виде стеклодувная трубка широко распространена во всем мире. В СССР с 30-х годов нашего века нашла применение усовершенствованная трубка. Для облегчения труда стеклодува трубку снабдили резиновой грушей, которая вполне способна создавать в выдуваемом изделии требуемое давление. В последствии она получила название «трубка-самодувка».
Помимо этого, в процессе формования изделия мастер использует набор всевозможных ножниц, пинцетов, лопаток, катальников и других несложных приспособлений.
Распределение стекла по высоте заготовки, а, следовательно, и выдуваемого изделия, зависят от четырех факторов, а именно:
1. стремления стекла вертикально вытягиваться под действием силы тяжести;
2. манипулирования выдувальщика положением трубки;
3. количеством вдуваемого в пульку воздуха;
4. температуры стекла.
Влияние положения трубки и манипуляций выдувальщика на форму заготовки показаны на рис. 3.
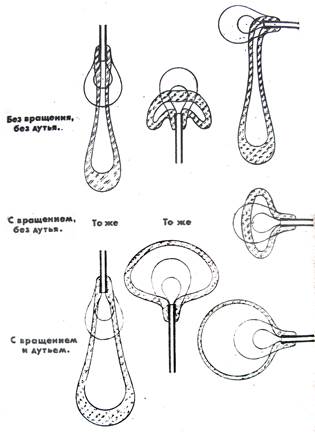
Рис.3. Влияние приемов выдувания на характер формообразования распределения стекла в пульке
Рассмотрим теперь основные технологические этапы формования изделий выдуванием:
1. формовка заготовки;
2. выдувание изделия;
3. отделение его от стеклодувной трубки и/или понтии;
4. отжиг и охлаждение изделия.
Формовка заготовки
Каждое изделиеначинают выдувать с так называемой «баночки». Делается это следующим образом. На трубку набирают маленький комочек горячего стекла, который тут же раскатывается на чугунной плитке в цилиндр; после этого в него вдувается воздух. Поскольку при закатке наружная поверхность образовавшейся цилиндрической заготовки при контакте с относительно холодной поверхностью металла несколько остывает, следовательно, становится более вязкой, а торцевая поверхность, не прикасавшаяся к плитке, остается горячей, воздух устремляется сквозь более горячее стекло, находящееся внутри вязкой оболочки в придонную зону и раздувает ее; боковые же стенки остаются более толстыми. Полученную таким образом баночку вместе с трубкой вешают вертикально на кронштейн, после чегорабочий приступает к следующему циклу изготовления изделия.
Несколько пристывшую баночку вместе с трубкой берет мастер-выдувальщик и набирает на нее требуемую по весу изделия порцию стекла. Теперь его заботой является распределение набранного стекла концентрично поверхности баночки, именно этим будет обеспечена равностенность изделия.
Для этого свежий набор стекла закатывают в деревянном, сильно смоченном водой ковшике — катальнике. Если набранного и закатанного таким образом стекла не хватает по весу будущего изделия, эта операция повторяется до достижения нужного веса. Во время закатки в трубку все время поддувают воздух. Полученная заготовка носит название пульки. Для изготовления небольших изделий практикуют металлическую баночку, представляющую собой приваренный к трубке открытый цилиндрик. Такой способ получения заготовки позволяет равномерно распределить стекло в будущем изделии. Полученная таким образом пулька далее в зависимости от того, какое из нее должно бытьизготовлено изделие, формуется различными способами.
Выдувание изделия и его отделение от инструмента
По способу формования изделия выделяют два вида выдувания:
1. свободное (без формы);
2. в форму.
При свободном выдувании варьируя положение трубки в пространстве, манипулируя ей и воздействуя на пульку тем или иным из имеющегося у мастера набора инструментом, он может полностью отформовать задуманное изделие. При необходимости можно повторить это изделие с достаточной степенью идентичности. И все же свободное выдувание оставляет черты индивидуального изготовления на каждом из целой серии однотипных в своей основе изделий.
В отличие от такого способа выдувания в серийном производстве широко распространен, способ выдувания в форму. Эта технология заключается в том, чтопогруженная в форму пулька под действием вдуваемого в нее воздуха раздувается до заполнения рабочей полости формы, до полного соприкосновения стекла со всей ее внутренней поверхностью.
Для выдувания изделий применяют формы чугунные, стальные и деревянные. При производстве деревянных форм необходимо обращать внимание на то, чтобы на обеих половинках форм структура дерева совпадала, так как в противном случае при употреблении они будут по-разному изнашиваться. При выработке узкогорлых сосудов горлышко деревянных форм рационально обивать листовой латунью. Прежде чем приступить к работе в деревянной форме, необходимо в ней выдуть в сухом состоянии несколько стеклянных изделий, чтобы образовался хорошо обуглившийся слой.
Деревянные формы имеют ограниченный срок службы, поэтому при выработке большого количества однотипных стеклянных изделий формы для ручного выдувания целесообразнее изготовлять из серого чугуна или стали.
Кроме того, что выдувание в форму гарантирует точное воспроизведение заданного силуэта, оно также позволяет получать более четкую конфигурацию изделия, чего конечно при свободном выдувании достичь невозможно.
При изготовлении изделий сложной конфигурации (бокалы, кувшины) отдельные детали (ножки, ручки) формуют из стекла, дополнительно прикрепленного к выдутой заготовке.
Помимо ручного способа в крупносерийном и массовом производстве применяют выдувание в форму на автоматах. Сначала с помощью механического устройства отбирают каплю стекломассы, которую помещают в черновую разъемную форму и отделяют от наборной трубки. После этого выдувают черновую заготовку, которую переносят в чистовую форму и повторно нагревают. Затем за счет жатого воздуха, подаваемого в трубку, происходит окончательное формование изделия.
Помимо описанных двух способов формования выдуванием различают в зависимости от завершения верхнего края формы также две технологии выдувания сосудов. Поскольку первичная заготовка каждого выдувного изделия своей верхней частью прикреплена к набелю стеклодувной трубки, она после выдувания должна быть отделена от нее. Здесь возможны два варианта:
1.выдувание на отрезку;
2.выдувание на отделку.
В первом случае формуют изделие с колпачком, через который происходило выдувание (рис. 4, а). После формования оно поступает на отжиг, затем после полного остывания колпак отрезается. При массовом производстве полуфабрикаты после отжига движутся по конвейеру с одновременным вращением вокруг собственной оси. На стадии отрезки колпачка они, вращаясь, касаются алмазного острия, которое оставляет царапину по линии отреза. Далее эта линия прогревается кинжальным пламенем газовых горелок, в результате чего колпачок легко откалывается от изделия. Однако получившийся острый колотый край нуждается в шлифовке и полировке. При изготовлении тонкостенных изделий (стаканы, бокалы) целесообразнее после отколки колпачка заплавлять («отапливать») край пламенем горелок на автоматических отопочных установках.
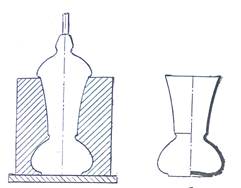

а б
Рис. 4. Выдувание вазы на отрезку (а) и на отделку (б)
Во втором случае изделие, требующее горячего оформления края, выдувается с сужением горла, что предусматривается при изготовлении формы (рис. 4, б). Затем к донышку прикрепляют понтию. А колпачок откалывается прикосновением к горячему стеклу железной палочки, смоченной водой. Колотый край разогревается в окне печи и подравнивается ножницами. Затем он подвергается окончательному оформлению. Изделие коротким ударом по понтии отбивается от нее и передается на отжиг.
Отжиг и охлаждение изделия
После выдувания изделие подается в печь на отжиг, а затем охлаждается до комнатной температуры. Температура и скорость ее изменения на этих этапах зависит от формы и размеров изделия, а также от химического состава стекла.
Свободное течение
Дата добавления: 2016-02-09; просмотров: 2349;