Технологии изготовления изделий в горячем состоянии
Обработка давлением
Прессование
Прессованиебыло известно давно. Многие древнеегипетские стеклянные украшения были получены путем расплющивания размягченной стекломассы. Позднее этот способ был почти вытеснен выдуванием, а прессование применялось лишь для изготовления мелких изделий: бус, пробок, пуговиц и т. п. По одному из способов стекломасса набиралась из горшка на «железку» и с силой вдавливалась в форму. Полученное изделие (например, пробка для графина) отбивалось от железки, в случае необходимости оно подвергалось гранению или шлифовке. По второму способу кусочки стекла разогревали и прессовали в ручном штампе, напоминающем по внешнему виду клещи. В начале XIXв. в основном оформился современный принцип механизированного прессования изделий из вязкой стекломассы, набранной непосредственно из стекловаренной печи.
На рис. 1 показаны основные формующие детали пресса.
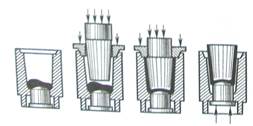
Рис. 1. Стадии прессования стеклянного изделия
Горячая стекломасса подается в металлическую форму. Давлением пуансона (керна) из вязкой стекломассы в матрице формуется изделие. При этом кольцо герметично закрывает форму, обеспечивая равномерность распределения давления в форме, и, одновременно. Отпрессованное изделие выталкивается из формы поддоном.
Таким образом, внутренняя полость матрицы образует наружную поверхность изделий, пуансон формует внутреннюю его полость, а горловое кольцо отделывает кромку, т.е. верхний край изделий.
При изготовлении простых изделий (стакан, солонка) матрица выполняется цельной. Если же изделие имеет сложные очертания или рельефный рисунок на наружной поверхности, то прессование осуществляют в раскрывных пресс-формах, состоящих из двух, трех или четырех частей, соединенных шарнирами. Рисунок выполняется на внутренней поверхности. Следовательно, для прессованных изделий характерен более выступающий рельефный рисунок на поверхности, так как в металле формы легче прорезать линии и детали этого рисунка, чем снимать большие участки фона, оставляя некоторые элементы выпуклыми.
При ручном прессовании рабочий набирает стекломассу на железный прут и подносит ее к прессу. Мастер отрезает над формой требуемую порцию стекломассы ножницами, закрывает форму горловым кольцом и ставит ее под пуансон, а рабочий осуществляет прессование вручную с некоторой выдержкой в форме, для того чтобы изделие окончательно затвердело и не деформировалось при извлечении пуансона из формы. Затем пуансон вынимают, форму выдвигали и с нее снимали горловое кольцо. Изделие можно извлечь из формы опрокидыванием последней, выталкиванием его снизу или раскрытием разъемной формы. Затем форма возвращается в исходное положение, а изделие относят на отжиг. Очевидно, что большая часть времени тратится на вспомогательные операции и производительность ручного пресса невелика. Этот способ прессования используют при изготовлении изделий (например, сувениров небольшими сериями) на настольном прессе. Стекло при этом разогревают в пламени стеклодувной горелки.
Иногда на прессованных изделиях наблюдаются следующие дефекты: «кованая» (мятая) поверхность, обусловленная соприкосновением горячей стекломассы с холодным металлом пресс-формы; «швы», заметные на линиях разъема частей формы, и «заусенцы», т. е. острые стеклянные пластинки, выдавленные в зазор между матрицей и горловым кольцом или между неплотно пригнанными частями раскрывной формы. Для ликвидации указанных дефектов прибегают к оплавлению поверхности отпрессованных изделий высокотемпературным пламенем. Этот процесс называется отопкой. Дефекты исчезают благодаря самопроизвольному разглаживанию размягченного поверхностного слоя стекла под действием сил поверхностного натяжения.
К конфигурации изделий предъявляются следующие требования. Полость изделий должна обеспечивать свободный выход пуансона из формы по окончании процесса прессования, следовательно, полость изделий может быть цилиндрической, призматической или суживающейся книзу. Внутренняя полость изделий не может иметь выступов и углублений, которые задерживали бы движение пуансона. Соприкасаясь с металлом, стекло в процессе прессования быстро твердеет, поэтому затруднено, а иногда невозможно производство изделий с высокими, а также с тонкими стенками.
Прессование является точным, простым, производительным, а, следовательно, экономичным способом формования изделий.
Точность прессования обеспечивает строгое соответствие серийных изделий авторскому образцу (модели). Отсутствие отходов при формовании гарантирует 100%-ное использование стекломассы, если пренебречь пробными оттисками при разогреве форм и незначительным боем изделий. Высокая производительность, а следовательно, дешевизна продукции характеризуют прессование как весьма эффективный производственный процесс.
Прессование дает возможность получать монолитные, плоские и полые изделия, в том числе крупногабаритные и массивные. Внешняя конфигурация изделий может быть сложной и многообразной: легко получить изделия овальные, прямоугольные, прорезные, украшенные развитым рельефом, имеющие сквозные ручки и тому подобные элементы.
Прессованием в раскрывных формах можно изготовить самые разнообразные изделия: посуду, декоративные вазы, рельефы и даже скульптуру.
В некоторых случаях прессованием получают лишь предварительную заготовку изделия, которую затем снова разогревают и конфигурацию которой изменяют вручную с помощью различных инструментов.
В процессе прессования в пресс-форму можно вводить, так же как и при ручном выдувании, несколько порций различных по цвету стекол, а также стеклянные цветные палочки, стеклоткань и т.п.
Прокатка
Способом прокатки изготовляют преимущественно листы довольно толстого стекла больших размеров, предназначенные для последующей обработки, например полировки, а также вырабатывают плиты из цветного глушеного стекла («марблита»), стекло с узорчатой поверхностью (орнаментное), армированное стекло, в толщу которого закатана металлическая сетка и т.д.
Существует две разновидности прокатки стекла: во-первых, с помощью вала, катящегося по неподвижной плоскости (этот способ применялся еще в средние века для изготовления витражных стекол и зеркал), во-вторых – с помощью двух валов, вращающихся навстречу друг другу.
Процесс прокатки стекла на горизонтальной плоскости является периодическим. Для получения больших количеств стекла применяют способ непрерывнойпрокатки стекла между вращающимися валами прокатной машины. Стекломасса, непрерывно вытекая из ванной стекловаренной печи по сливному лотку, попадает между прокатными валами, а затем в отжнгатслъную печь (лер), где она движется на транспортирующих роликах. Затем ленту режут на листы, а для выработки полированного стекла подвергают эти листы с обеих сторон шлифовке и полировке. При двусторонней шлифовке и полировке лента стекла поступает на обработку неразрезанной. Способом непрерывной прокатки можно, кроме листового стекла, вырабатывать профильные детали, например коробчатого, таврового или другого сечения.
Этот способ является высокопроизводительным. К недостаткам его относятся невозможность выработки стекла тоньше 5 мм, а также необходимость дальнейшей шлифовки и полировки стекла.
Иногда небольшие количествацветного стекла для витражей прокатывают вручную при помощи несложного приспособления с расположенными горизонтально валами. Набираемая из тигельной печи расплавленная цветная масса нагружается между валами сверху. Валы приводятся во вращение при помощи рукоятки или небольшого электромотора. Прокатанные пластины стекла укладывают на покрытую асбестом лопату и относят в отжигательную печь.
Растяжение
Вытягивание является одним из самых древних способов выделки стекла. Его широко применяли еще в Древнем Египте. В нем больше, чем во всех других способах формования проявляются свойственные стеклу вязкостные характеристики и способность сохранять при растяжении геометрическое подобие в любом поперечном сечении наиболее тонко вытянутой нити поперечному сечению исходной заготовки.
Дата добавления: 2016-02-09; просмотров: 1742;