Выбор параметров шероховатости и их числовых значений
Требования к шероховатости поверхности деталей устанавливают исходя из функционального назначения поверхности для обеспечения заданного качества изделий.
Для поверхностей пар трения ответственных деталей устанавливают значение Ra (или Rz), R max и tp, направление неровностей.
Для циклически нагруженных поверхностей ответственных деталей - ), R max, Sm, S.
К поверхностям пар трения предъявляются высокие требования по износостойкости, контактной жесткости. Для этих поверхностей обязательно нормируется tp , т.к. с увеличением этого параметра указанные свойства поверхностей повышаются.
В значительной степени величина tp повышается после финишной обработки поверхностей хонингованием (абразивный метод обработки), методом пластической деформации (алмазное выглаживание, ротационная обработка, пневмовибродинамическая и др.).
Для неответственных поверхностей деталей шероховатость определяется требованиями технической эстетики, коррозионной стойкости и технологией изготовления.
Например. после чернового точении – (14-12кв.) 12,5 …6,3 Ra;
чистового точения– (9-7кв.) 3,2 - 1,6 Ra;
шлифования (8-6кв.) 1,6 – 0,8 Ra.
Рекомендуется использовать предпочтительные значения параметров Ra, т.к. образцы сравнения шероховатости поверхности изготавливаются со значениями Ra.
Предпочтительный ряд Ra:
50, 25, 12,5, 6,3, 3,2, 1,6, 0,8, 0,4, 0,2, 0,1, 0,012мкм.
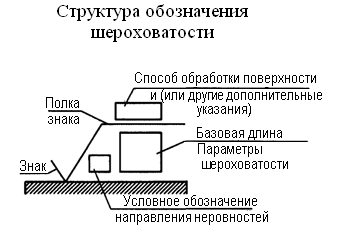
Обозначение шероховатости на чертежах (ГОСТ 2.309 – 73)
 - Шероховатость, полученная путем снятия стружки
- Шероховатость, полученная путем снятия стружки
 - Шероховатость, полученная без снятия стружки
- Шероховатость, полученная без снятия стружки
 - Шероховатость без установления метода обработки
- Шероховатость без установления метода обработки
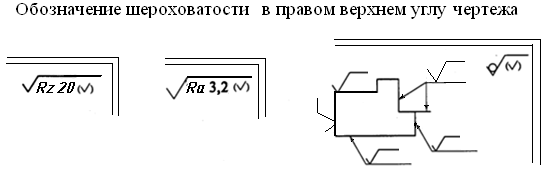
 - Среднее арифметическое отклонение профиля составляет 3,2 мкм.
- Среднее арифметическое отклонение профиля составляет 3,2 мкм.
 - высота неровностей по 10 точкам составляет 20 мкм.
- высота неровностей по 10 точкам составляет 20 мкм.
 - среднее арифметическое отклонение профиля находится в пределах диапазона от 0,63 до 1,0 мкм.
- среднее арифметическое отклонение профиля находится в пределах диапазона от 0,63 до 1,0 мкм.
 - средний шаг неровностей профиля составляет 1,2мм.
- средний шаг неровностей профиля составляет 1,2мм.
 - относительная опорная длина профиля на уровне 50% составляет 60%.
- относительная опорная длина профиля на уровне 50% составляет 60%.
 - среднее арифметическое отклонение профиля составляет 2,5 мкм на длине 0,25 мм (базовая длина указывается, если она не совпадает с табличной).
- среднее арифметическое отклонение профиля составляет 2,5 мкм на длине 0,25 мм (базовая длина указывается, если она не совпадает с табличной).
Направление штрихов неровностей шероховатости
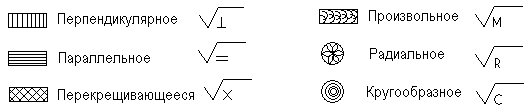
 - высота неровностей по 10 точкам составляет 20 мкм на базовой длине 0,8мм, направление штрихов – параллельное.
- высота неровностей по 10 точкам составляет 20 мкм на базовой длине 0,8мм, направление штрихов – параллельное.
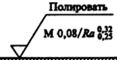 Над полкой указывается вид обработки, если он является единственным для данной поверхности, например:
Над полкой указывается вид обработки, если он является единственным для данной поверхности, например:
Для малых шероховатостей предпочтительным являются параметры Ra, для больших шероховатостей - Rz.
Контроль шероховатости
1. Прибором – профилограф-профилометр, который позволяет записать профилограмму и дать количественную оценку по всем 6-ти показателям.
2. Метод сравнения по образцам шероховатости (набор плиток с нанесением различной шероховатости и маркированной по шкале Ra).
Визуально поверхность детали сравнивают с образцами шероховатости.
Нормирование точности зубчатых передач и их контроль
Дата добавления: 2016-02-02; просмотров: 1209;