Горизонтально-расточные станки
Предназначены для растачивания, сверления отверстий, фрезерования и обтачивания вертикальных и горизонтальных плоских и фасонных поверхностей резцом, фрезой или набором фрез, нарезания резьб и других работ над деталями самых разнообразных конфигураций и размеров (в основном корпусных деталей) и используются в мелкосерийном и серийном производстве. Подразделяются на универсальные и специальные. Универсальные, в свою очередь, могут быть горизонтально-расточными, координатно-расточными и алмазно-расточными. На универсальных станках выполняют всю выше перечисленную работу.
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью и их взаимным расположением относительно базовых поверхностей. Используются в единичном и мелкосерийном производстве. Кроме всех работ, которые выполняются и на горизонтально-расточном станке, на координатных выполняют и контроль и разметочные операции. Для контроля они снабжены оптико-механическими, электронными устройствами.
По компоновке они выполняются одно- и двухстоечные (несколько напоминают карусельные станки, но снабжены крестовым столом). Установочные движения: в одностоечных станках – продольное и поперечное перемещение стола и вертикальное перемещение шпиндельной бабки. В двухстоечных станках – продольное перемещение стола, вертикальное перемещение траверсы вместе со шпиндельной бабкой и поперечное перемещение шпиндельной бабки по траверсе. Точность линейных перемещений до 2 мкм, угловых – до 3’.
На горизонтально-расточных станках (рис. 1,в) справа на станине установлена стойка, по вертикальным направляющим которой перемещается шпиндельная бабка 4. В ней смонтированы и механизм главного движения, и механизм подач. Механизм главного движения сообщает вращение основному шпинделю 6 и планшайбе 5. Механизм подачи обеспечивает осевое перемещение основному шпинделю и радиальное перемещение суппорту планшайбы 7. На горизонтальных направляющих станины смонтирован стол, имеющий нижние и верхние салазки для позиционирования стола с изделием. На левом конце станины установлена стойка 11 с люнетом 12 для поддержания борштанги с инструментами, предназначенными для расточки 2-х и более отверстий (рис. 6).
Планшайба с радиальным суппортом состоит из корпуса 1, закрепленного на полом валу 6, опорой которому служит конический роликоподшипник 7 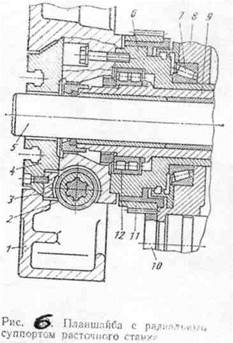 шпиндельной бабки 8. В планшайбе на направляющих типа «ласточкин хвост» установлен суппорт 4, который через червячную рейку 3 входит в зацепление с червяком 2, выполненным из 2-х частей. Смещением осевым 2-х частей червяка выбирается зазор в зацеплении.
шпиндельной бабки 8. В планшайбе на направляющих типа «ласточкин хвост» установлен суппорт 4, который через червячную рейку 3 входит в зацепление с червяком 2, выполненным из 2-х частей. Смещением осевым 2-х частей червяка выбирается зазор в зацеплении.
 Внутри полого вала 6 на двухрядном роликоподшипнике 12 установлен расточной шпиндель 9 с борштангой 5. Осевое перемещение расточной шпиндель получает посредством пары винт-гайка. Радиальная подача суппорта осуществляется от планетарного механизма через цилиндрическую передачу с шестернями 10 и 11 и червячно-реечную передачу.
Внутри полого вала 6 на двухрядном роликоподшипнике 12 установлен расточной шпиндель 9 с борштангой 5. Осевое перемещение расточной шпиндель получает посредством пары винт-гайка. Радиальная подача суппорта осуществляется от планетарного механизма через цилиндрическую передачу с шестернями 10 и 11 и червячно-реечную передачу.
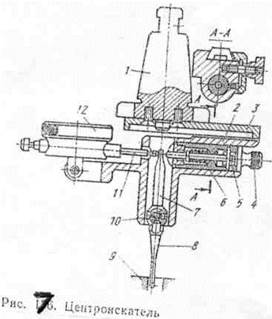
На координатно-расточных станках контроль параметров перемещения стола осуществляется датчиками обратной связи (ДОС). В оснастку станков входят поворотно-делительные столы, патроны, центроискатели. На рис. 7 приведена схема центроискателя с индикатором, предназначенного для совмещения центра отверстия или буртика детали с осью шпинделя станка. К конусу 1 центроискателя прикрепляется линейка 3, в направляющих которой перемещается корпус 2. В корпусе установлен щуп 8, качающийся на оси 10, который через рычаг 7 посредством штока 5 силой пружины 6, прижимается к измерительному наконечнику 11 индикатора. Для чего головку 4 поворачивают на 900.
Лекция 4
Фрезерные станки
Одной из самых больших групп по разновидности является группа фрезерных станков.
Они предназначены для обработки деталей самых разнообразных по конструкциям: это корпусные детали и шатуны, валы, шестерни, фланцы, втулки и прочие изделия.
На станках фрезерной группы обрабатывают наружные и внутренние поверхности различного профиля, выполняют различного вида канавки, нарезают зубчатые колеса, фрезеруют сложные профили изготавливаемого инструментального производства в машиностроении и так далее. Фрезерные станки изготавливаются широкоуниверсальными, универсальными, специализированными и специальными.
Широкоуниверсальные станки отличаются от универсальных тем, что имеют дополнительную шпиндельную головку и могут иметь поворотный стол.
Универсально-фрезерные станки делят на консольно-фрезерные, бесконсольно-фрезерные, продольно-фрезерные и станки непрерывного действия – это фрезерные станки карусельного и барабанного типа. Копировально-фрезерные станки можно отнести к специализированным, к ним также относятся шлицефрезерные, шпоночно-фрезерные, резьбофрезерные и другие.
Горизонтально-фрезерный станок 6Р82Г.
Рис. 1. Горизонтально-фрезерный станок 6Р82Г(а)
и его кинематическая схема (б).
На фундаментальной плите 1 установлена вертикальная станина 4 в верхней части которой смонтирована коробка скоростей, главным узлом в которой является шпиндельный узел. По вертикальным направляющим станины перемещается консоль 9 с коробкой подач 3 и механизмом переключения 2. на поперечных направляющих консоли смонтированы салазки 8, по продольным направляющих которых перемещается стол 7. на горизонтальных направляющих верхней части станины установлен хобот 5, на котором перемещаю подвески 6, являющиеся дополнительной опорой шпиндельной оправки.
Главное движение в станке сообщается шпинделю с инструментом. Движение снимается от электродвигателя с мощностью N=7 кВт и частотой вращения n=1440 мин-1, через упругую муфту МУВП на вал I коробки скоростей, откуда через цилиндрическую передачу 27/53 на II-ой вал. Со II-го вала движение передается тройным блоком зубчатых колес через цилиндрические пары 19/35 или 22/32, или 16/38. С III-го вала движение снимается тройным блоком IV-го вала через передачи 27/37 или 18/46, или 32/32, затем через цилиндрические передачи двух двойных блоков 82/38 или 19/69 вращение получает шпиндель. За счет двух тройных и одного двойного блока зубчатых колес шпиндель получает 18 различных частот вращения. Уравнение кинематического баланса главного движения имеет вид:
 , об/мин.
, об/мин.
Движение подачи осуществляется от электродвигателя М2 через зубчатые передачи 26/50, 26/57, вал VIII, тройной блок Б4 на вал IX, далее тройной блок Б5 на выходной вал XI коробки подач, зубчатую передачу 40/40, предохранительную муфту М3, кулачковую муфту М4 (фрикционная муфта М5 выключена), цилиндрическую пару 28/35, XII вал.
При включении муфты М6 движение с вала XII передается через зубчатые передачи 18/33, 22/33 и 33/46 на ходовой винт вертикальной подачи с шагом 6 мм.
При включенной муфте М7, через зубчатые передачи 18/33, 33/27 и 27/33 – на ходовой винт поперечной подачи с шагом 6 мм.
При включении муфты М8 движение передается через зубчатые передачи 18/33, 33/37, 16/16 и 18/18 на пару винт-гайка механизма продольной подачи. На гайке жестко установлена шестерня z=30, которая через шестерню z=15 вала XVIIможет быть связана с делительной головкой, что позволит выполнить такую работу, как нарезание зубчатых венцов шестерен и т.д.
Уравнение кинематического баланса цепи продольной подачи имеет вид:
 , мм/мин.
, мм/мин.
На рис. 2 представлен консольно-фрезерный станок вертикального типа, где поворотный стол расширяет технологические возможности станка, да и поворотная шпиндельная головка позволяет вести обработку поверхностей на различных гранях заготовки.
В промышленности широко используются фрезерные станки различных компоновок (см. рис. 3, 4, 5).
Лекция 5.
Дата добавления: 2016-01-30; просмотров: 3890;