Многошпиндельные токарные полуавтоматы и автоматы
Широко распространенная высокопроизводительная группа станков в машиностроении – это токарные многошпиндельные прутковые автоматы и патронные полуавтоматы.
Они используются в крупносерийном и массовом производствах, значительно экономят производственные площади, рабочую силу и заработную плату. Достаточно высокоточные станки, имеют широкие возможности, позволяющие вести обработку сложных деталей.
В обслуживании удобны: если станок обслуживается одним оператором, то он, как правило, имеет 2-й или 3-й разряд, тогда как наладчик 5-6 разряда обслуживает 5-7 таких станков.
Существует 4 принципа обработки заготовок на многошпиндельных станках: параллельный, последовательный, параллельно-последовательный и непрерывный.
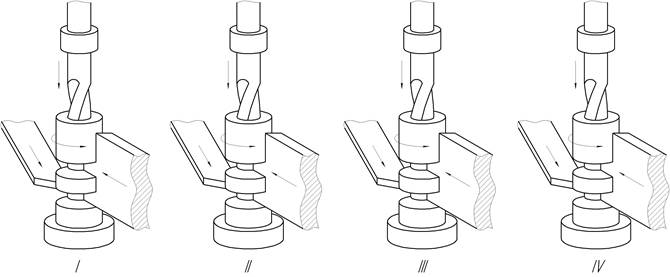
Рис. 2.2.1. Принципиальная схема многошпиндельного автомата параллельного действия
Автоматы, работающие по принципу параллельной обработки, не имеют поворотного шпиндельного блока, так как шпиндели таких станков расположены в один рад, загружаются и разгружаются одновременно. В конце цикла работы станка получается столько готовых деталей, сколько шпинделей находилось в работе (рис. 1).
Работа многошпиндельного станка последовательного действия осуществляется следующим образом (на примере шестишпиндельного автомата – рис. 2): шпиндели 6 расположены по окружности в едином блоке 1. Каждый шпиндель снабжен поперечным суппортом 2, а по центральной гильзе 4 перемещается общий для всех шпинделей многогранный продольный суппорт 5, каждая грань которого несет определенный инструмент для обработки заготовки. Продольный суппорт получает подачу от индивидуального кулачка. При необходимости на продольном суппорте можно устанавливать направляющие скольжения для таких инструментальных головок как сверлильная, резьбонарезная и т.д., когда эти шпиндельные инструментальные головки могут получать подачу от индивидуальных кулачков. Поперечные суппорты имеют свой индивидуальный кулачково-рычажный привод подачи.
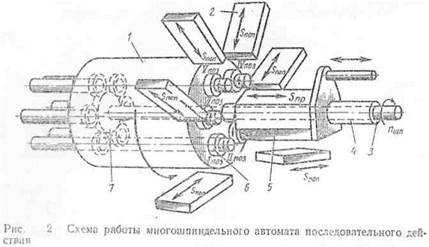
 Заготовки, установленные в шпиндельном блоке, проходят последовательно через все позиции. На последней позиции деталь отрезается и подается пруток для изготовления следующей детали. В период обработки блок шпинделей находится в зафиксированном положении.
Заготовки, установленные в шпиндельном блоке, проходят последовательно через все позиции. На последней позиции деталь отрезается и подается пруток для изготовления следующей детали. В период обработки блок шпинделей находится в зафиксированном положении.
Станки последовательно-параллельного действия могут рассмотрены по схеме 3. В этом случае две позиции 1 и 2 должны быть загрузочно-разгрузочными. И по этой схеме можно на патронных полуавтоматах выполнять двухстороннюю обработку заготовки. В этом случае в поз. 1 устанавливается заготовка и проходит последовательно по всем нечетным позициям. Возвращаясь в первую позицию, она переустанавливается во 2-ю позицию и, переходя последовательно по всем четным позициям, возвращается по 2-ю, откуда отправляется на дальнейшую обработку или склад.
Многошпиндельные полуавтоматы выполняются горизонтальными и вертикальными. Горизонтальные патронные полуавтоматы изготовляют обычно на базе многошпиндельных прутковых автоматов. В загрузочной позиции при установке и снятии заготовки шпиндель не вращается, тогда как все остальные получают вращение.
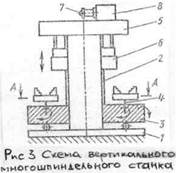
Вертикальные многошпиндельные полуавтоматы предназначены для обработки сравнительно больших размеров деталей в условиях крупносерийного и массового производства. Эти станки удобны для компоновки технологических поточных линий. Их подразделяют на станки последовательного и параллельного действия. Имеются станки от 4-х до 16-тишпиндельных.
Все механизмы автоматов и полуавтоматов за исключением приводов вращения шпинделей осуществляются от кулачков распределительного вала. За 1 оборот распределительного вала осуществляется полный комплекс движений механизмов автомата. При каждом последующем обороте распределительного вала все движения повторяются. Рабочий процесс, совершаемый всеми механизмами автомата за один полный оборот распределительного вала, называется циклом обработки, а время, за которое совершается этот процесс, - временем цикла. За начало цикла условно принимается положение распределительного вала, при котором все суппорты уже совершили движение на деталь, т.е. начало нового цикла соответствует началу отвода суппортов. Это положение распределительного вала называется исходным.

Дата добавления: 2016-01-30; просмотров: 4635;