ПРОЦЕССЫ МЕТАЛЛИЗАЦИИ В ПРОИЗВОДСТВЕ ПП
Важнейшим методом нанесения электропроводящих слоев является химическая (бестоковая) металлизация. Химической металлизации подвергают в основном диэлектрические материалы – керамику и пластмассу. При этом после соответствующей активации на них химическим способом осаждают проводящий слой толщиной до 3 мкм, а затем его усиливают гальваническим способом до желаемой толщины, так как гальваническое осаждение значительно дешевле. В основном данный метод применяют для осаждения меди и никеля в межслойных переходах ПП при их изготовлении аддитивным методом, а также для декоративной металлизации неметаллических деталей. Кроме того, его используют для осаждения золота, серебра, цинка и прочих металлов при изготовлении ИМ, причем металл осаждают и на металлические поверхности, если применение гальванического метода затруднено.
Химическая металлизация основывается на окислительно-восстановительной реакции, при которой необходимые для восстановления катиона металла электроны образуются в результате его окисления в водном растворе.
По данным электрохимического ряда напряжений металлов (табл. 6.4) можно определить тенденцию металлов к растворению. Чем отрицательнее электродный потенциал, тем интенсивнее растворение. Неблагородный металл (потенциал которого ниже) может выделить благородный из раствора его солей, при этом его поверхность переходит в ионное состояние. В общем случае, обмен электронов можно выразить следующим образом:
· реакция окисления
Me1® MeZ++Ze-;
· реакция восстановления
MeZ+2 + Ze-® Me2.
где Me1 — менее благородный металл, чем Ме2. Самым известным примером химического осаждения меди является погружение стального стержня в раствор сульфата меди, в результате чего он быстро покрывается тонким слоем меди:
· реакция окисления
Fe - 2e®Fe++;
· реакция восстановления
Cu+++2e®Cu;
· окислительно-восстановительная реакция
Fe+Cu++®Fe+++Cu
При погружении процесс осаждения протекает до тех пор, пока металлизируемая поверхность не покроется сплошным слоем более благородного металла, после чего исчезнет разность потенциалов между твердой металлической фазой и раствором и реакция прекращается. Поэтому данный метод позволяет осаждать слои толщиной не более 1 мкм.
Таблица 6.4
Электрохимический ряд напряжений металлов
| Электрод | Нормальный потенциал, В | Электрод | Нормальный потенциал, В | Электрод | Нормальный потенциал, В |
| Au/Au+ Au/Au3+ Pd/Pd2+ Ag/Ag+ Hg/Hg2+ Cu/Cu+ Cu/Cu2+ H/H+ | +1,70 +1,50 +0,987 +0,7991 +0,789 +0,521 +0,337 | Fe/Fe3+ Pb/Pb2+ Sn/Sn2+ Ni/Ni2+ Co/Co2+ In/In3+ Cd/Cd2+ Fe/Fe2+ | -0,036 -0,126 -0,136 -0,250 -0,227 -0,342 -0,403 -0,440 | Ga/Ga3+ Cr/Cr3+ Zn/Zn2+ Mn/Mn2+ Zr/Zr4+ Ti/Ti2+ Al/Al3+ Mg/Mg2+ Na/Na+ | -0,53 -0,74 -0,763 -1,18 -1,53 -1,63 -1,66 -2,37 2,714 |
Контактная металлизация представляет собой усовершенствованный метод погружения. В ионный раствор Ме2 погружают третий металл Ме3, который должен быть менее благородным, чем М1. Металлы Me1 и Ме3 должны быть электрически связаны (рис. 6.6).
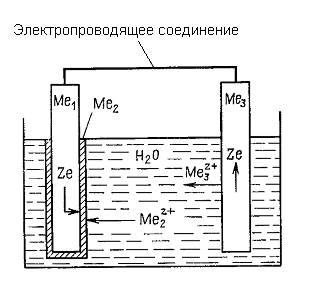
Рис. 6.6. Схема контактной металлизации.
Практическое применение контактной металлизации все же незначительно, в силу следующих обстоятельств: не всегда удается добиться необходимой разности потенциалов между металлами Ме1, Ме2 и Ме3 для любой их комбинации; реакционный раствор насыщается другими видами ионов (проблема сточных вод); необходима электропроводящая связь между Me1 и Ме3.
В промышленной технологии применяется восстановительное осаждение.При этом необходимые для восстановления ионов металла электроны образуются в результате сложных окислительно-восстановительных реакций,которые протекают на основе добавки жидких восстановителей в водный раствор, содержащий ионы Ме2. Происходящие при этом реакции представлены далеена примере химического осаждения меди и никеля.
Для создания межслойных переходов в ПП и для изготовления плат аддитивным методом используют, как правило, восстановительную ванну для меднения. В последнее время рекомендуют применять для получения металлического проводящего слоя также ванны для химического никелирования, которые являются более стабильными и простыми в управлении. Высокопроизводительные восстановительные ванны для меднения позволяют при температуре примерно 50 °С осадить слой в 25 мкм в течение 4 ч. Обычный состав восстановительной ванны для меднения [8]:
Сульфат меди CuSO4 × 5H2O 25 г/л (соль металла)
Сегнетова соль КМаС4Н4О6×4Н2О 50 г/л (комплексообразователь)
Раствор едкого натра NaOH 33 г/л
Тиосульфат натрия Na2S2O3 4 мг/л
Формальдегид НСНО 100 мл/л (восстановитель)
Превозель W-ON33 0,1 мл /л (смачиватель)
При температуре ванны в 35...40 °С за 30 мин получают слой меди толщиной 0,5 мкм. Медь восстанавливается в соответствии с уравнением
Cu++ + 4OH-+2HCOH ® Cu + 2HCOO-+H2 + 2H2O.
В результате нежелательной побочной реакции может образоваться оксид меди (Си2О) :
2Cu+++5OH-+HCOH- ® Cu2O + HCOO- + 3H20.
Эту реакцию можно предотвратить, контролируя состояние ванны (концентрацию, температуру и величину рН) и добавляя буферные вещества и комплексообразователи.
Химическое осаждение никеля происходит в ванне, имеющей следующий состав:
хлорид никеля (соль металла);
соли уксусной, янтарной и лимонной кислот (буферные вещества, комплексообразователи);
аминоборан, растворенный в спирте (восстановитель);
стабилизаторы (предотвращают окислительно-восстановительную реакцию в растворе);
смачиватели (снижают поверхностное натяжение) .
Такой состав типичен для всех восстановительных ванн. При использовании аминоборана (R2NHBH3) для осаждения никеля происходят сложные окислительно-восстановительные реакции, которые можно в упрощенной форме представить следующим образом [8]:
R2NHBH3 + NiCl2+ 3H2O ® 3Ni + R2NH2Cl + H3BO3 + 5HC1;
2R2NHBH3+ 4NiCl2 + 3H2O ® Ni2B + 2Ni + 2R2NH2Cl+ ... +1/2H2 + 5HCl.
Аминоборан разлагается кислотой:
R2NHBH3 + 3H2O + HCl ® R2NH2Cl + H3BO3 + 3H2.
Эту реакцию предотвращают добавлением буферных веществ, которые препятствуют изменению значения рН, вызываемому образованием кислот в результате реакций. Кроме того, добавляют стабилизаторы, способствующие тому, что эти реакции происходят только на нужной поверхности, а не в растворе. При температуре 52...54 °С, рН 5...6 и соотношении площади поверхности и объема ванны 1 дм2/л за 7...10 мин образуется слой никеля толщиной в 1 мкм. В ваннах для химического никелирования в качестве восстановителя используют гипофосфит натрия, причем работают в щелочной или кислой среде.
Химическая металлизация в промышленных условиях чаще всего проводится в установках непрерывного осаждения (рис. 6.7). Применяют также метод орошения. При восстановительном осаждении материал ванны играет большую роль, так как он при определенных условиях тоже покрывается металлом. Поэтому необходима футеровка корпуса ванны пластмассовой пленкой, например из полиэтилена.
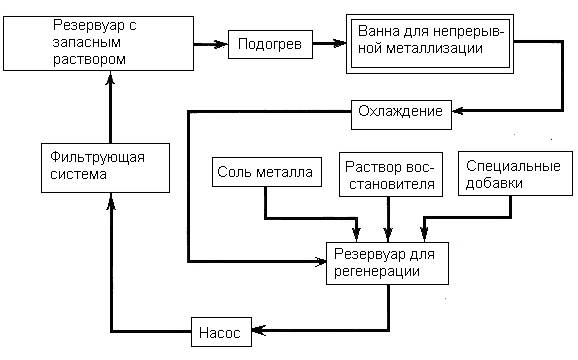
Рис.6.7. Схема установки непрерывного восстановительного осаждения [8].
При непрерывном методесостав ванны поддерживается постоянной регенерацией, благодаря чему качество покрытия также не меняется. Установку для непрерывного покрытия легко ввести в состав автоматической технологической линии.
Практическое применение химической металлизации ограничивается лишь немногими металлами. Причинами этого являются большие трудности подготовки ванны и сложность ее стабилизации. С успехом применяют химическое осаждение меди и никеля при производстве ПП и при металлизации пластмассовых деталей. Наряду с этим, используют химическое осаждение серебра, золота и олова в производстве ИМ. Для производства ПП применяют восстановительную металлизацию; предпочтение отдается непрерывному процессу, при этом усилия технологов направляются на разработку более стабильных ванн, которые работают при комнатной температуре и обеспечивают пластичные покрытия. Скорость роста слоя составляет 0,005...1 мкм/мин. Получают слои толщиной от 0,5...40мкм. Толщина слоя должна быть не меньше 0,2 мкм, иначе покрытие не будет сплошным.
Преимущества покрытий, полученных химической (восстановительной) металлизацией:
· равномерное распределение толщины слоя на деталях сложной геометрической формы;
· меньшая, чем при гальваническом покрытии, пористость;
· возможность нанесения покрытий на диэлектрик.
Недостатки покрытий, полученных химической (восстановительной) металлизацией:
· сложное обслуживание ванн;
· низкая стабильность ванн;
· невозможность осаждения всех металлов;
· трудоемкая предварительная обработка материала основы;
· очень высокая стоимость (в 3 – 4 раза выше, чем при гальваническом осаждении).
Дата добавления: 2016-01-29; просмотров: 1867;