Индукционный нагрев
Индукционный нагрев - это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно - это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла. Система «индуктор-заготовка» представляет собой трансформатор без сердечника, в котором индуктор является первичной обмоткой. Заготовка является как бы вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху. На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ, в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки. Если деталь из ферромагнитного материала, то она ещё подвергается перемагничиванию и дополнительному нагреву из-за магнитного гистерезиса. Нагрев детали, вызванный магнитным гистерезистом, длится до тех пор, пока температура детали не достигнет температуры, при которой вещество теряет магнитные свойства (точка Кюри). Выделяющееся в теле при возникновении вихревых токов количество тепла пропорционально квадрату тока в данном участке проводника.
Для немагнитных материалов и материалов, имеющих температуру выше точки Кюри, относительная магнитная проницаемость равна единице. Глубина проникновения Δ возрастает с увеличение удельного электрического сопротивления ρv (Ом·м) и уменьшается с увеличением частоты f (Гц) и относительной магнитной проницаемости материала μ. При частоте тока более 1 кГц можно получать тонкий нагретый слой, т.е. проводить поверхностную термическую обработку изделия, а используя ток промышленной частоты (50 Гц), - сквозной прогрев изделия.
Форма и размеры индуктора зависят от геометрии нагреваемого изделия. Индуктор изготавливают из медной трубки специального профиля в виде цилиндрической спирали или плоских витков с короткими наклонными переходами между витками. Для охлаждения индуктора по нему пропускают воду.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электропроводящая керамика и т. д.) μ примерно равна единице. Формула для вычисления глубины скин-слоя в мм:
 , (3.1)
, (3.1)
где  = 4π·10−7 — магнитная постоянная Гн/м,
= 4π·10−7 — магнитная постоянная Гн/м,  — удельное электрическое сопротивление материала заготовки при температуре обработки,
— удельное электрическое сопротивление материала заготовки при температуре обработки,  - частота электромагнитного поля, генерируемого индуктором. Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
- частота электромагнитного поля, генерируемого индуктором. Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием.
Достоинствами электроустановок индукционного нагрева являются:
- высокая скорость нагрева, пропорциональная вводимой мощности;
- хорошие санитарно-гигиенические условия труда;
- возможность регулирования зоны действия вихревых токов в про-странстве (ширина и глубина прогрева);
- простота автоматизации технологического процесса;
- неограниченный уровень достигаемых температур, достаточных для нагрева металлов, плавления металлов и неметаллов, перегрева, расплава, испарения материалов и получения плазмы.
Недостатки:
- требуются более сложные источники питания;
- повышенный удельный расход электроэнергии на технологические операции.
К особенностям индукционного нагрева можно отнести возможность регулирования пространственного расположения зоны протекания вихревых токов.
Эффективность передачи энергии от индуктора к нагреваемому телу зависит от величины зазора между ними и повышается при его уменьшении. Глубина нагрева тела увеличивается с ростом его удельного сопротивления и снижается с увеличением частоты тока. Ток индукторов составляет от сотен до нескольких тысяч ампер при средней плотности тока 20 А/мм2. Потери мощности в индукторах могут достигать 20-30 % от полезной мощности.
Индукционные нагревательные установки (ИНУ) широко применяются в различных технологических процессах в машиностроительной и других отраслях промышленности. Их подразделяют на два основных типа: установки сквозного и поверхностного нагрева.
Установки для закалки и сквозного нагрева в зависимости от назначения питаются от сетей переменного тока на частоте от 50 Гц до сотен кГц. Питание установок повышенной и высоких частот производится от тиристорных или машинных преобразователей..
По режиму работу установки сквозного нагрева подразделяют на установкипериодического и непрерывного действия.
В установках периодического действия нагревается только одна заготовка или ее часть. При нагреве заготовок из магнитного материала происходит изменение потребляемой мощности: вначале она возрастает, а затем по достижении точки Кюри снижается до 60-70 % от начальной. При нагреве заготовок из цветных металлов мощность в конце нагрева несколько увеличивается за счет роста удельного электрического сопротивления.
В установках непрерывногодействияодновременно находится несколько заготовок, расположенных в продольном или поперечном магнитном поле (рис.3.1). В процессе нагрева они перемещаются по длине индуктора, нагреваясь до заданной температуры. В нагревателях непрерывного действия полнее используется мощность источника питания, поскольку средняя мощность, потребляемая ими от источника питания, выше, чем средняя мощность, потребляемая нагревателем периодического действия.
Индукционные нагреватели непрерывного действия имеют более высокий КПД источника питания. Производительность выше, чем у установок периодического действия. Возможно питание нескольких нагревателей от одного источника, а также подключение нескольких генераторов к одному нагревателю, состоящему из нескольких секций (рис. 3.1, в)
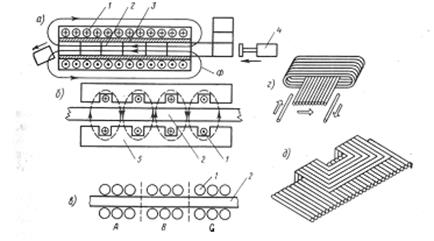 1 – индуктор; 2 – нагреваемое тело; 3 – теплоизоляция; 5 – магнитопровод
Рисунок 3.1 – Схемы индукционных нагревательных установок непрерывного действия в поперечном (а, в, г) и продольном магнитном поле
1 – индуктор; 2 – нагреваемое тело; 3 – теплоизоляция; 5 – магнитопровод
Рисунок 3.1 – Схемы индукционных нагревательных установок непрерывного действия в поперечном (а, в, г) и продольном магнитном поле
|
Конструкция индуктора для сквозного нагрева зависит от формы и размеров деталей. Индукторы выполняют круглого, овального, квадратного или прямоугольного сечения. Для нагрева концов заготовок индукторы выполняют щелевыми или петлевыми (рис.3.1, г, д).
Необходимость поддержания высокого электрического и теплового КПД системы индуктор-нагреваемое тело определяет исключительно большое количество форм и размеров индукторов. Схемы некоторых индукторов для поверхностного нагрева показаны на рис.3.2. Между индуктором и огнеупорным цилиндром проложен слой теплоизолирующего материала, что снижает тепловые потери и защищает электрическую изоляцию индуктора.
| |
| 1 – индуктор; 2 – нагреваемое изделие; 3 – нагретый слой изделия Рисунок 3.2 – Технологические схемы поверхностного индукционного нагрева |
Электрический КПД системы индукционного нагрева увеличивается с уменьшением зазора индуктором и нагреваемым изделием, а также с увеличением отношения удельных сопротивлений нагреваемого изделия и материала индуктора.
Резистивный нагрев
Нагрев проводящего тела при прохождении через него электрического тока по закону Джоуля-Ленца называют резистивным нагревом. Для выделения тепла в твёрдом проводнике можно использовать постоянный и переменный электрический ток. Применение постоянного тока затруднено и экономически не выгодно из-за отсутствия источников (генераторов) большой силы тока и низкого напряжения, которые необходимы для выделения тепла в твёрдом проводнике, обладающей высокой электропроводностью. Способность переменного тока к трансформации позволяет получать требуемые напряжения. При переменном токе под сопротивлением проводника постоянному току. Это объясняется наличием скин-эффекта, влияние которого возрастает с увеличением частоты, диаметра проводника, магнитной проницаемостью и падает с ростом электрического сопротивления.
Принцип выделения тепла в проводнике при пропускании тока находит применение в печах прямого (контактного) и косвенного нагрева.
В печах сопротивления прямого нагрева ток проводиться непосредственно к нагреваемому изделию. При расчёте электрических параметров нагрева необходимо учитывать изменение в процессе нагрева сопротивления материала.
В качестве материала нагревателей применяют сплавы на основе Fe, Ni, Cr , Mo и Al. В виде проволоки или ленты. Также используют нагреватели из графита. Электронагреватели трубчатые (ТЭН) предназначены для нагрева различных сред путём конвекции, теплопроводности или излучения посредством преобразования электрической энергии в тепловую (рис.3.3). Применяются в качестве комплектующих изделий в промышленных устройствах. ТЭНы используются для следующих целей: нагрев жидкости, воздуха и прочих газов; нагрев воды и слабых растворов кислот и щелочей; нагрев подложек в вакуумных камерах.
Рисунок 3.3 – Конструкция трубчатого электронагревателя
Конструкция двухконцевого трубчатого элетронагревателя круглого сечения представляет собой расположенный внутри металлической оболочки нагревательный элемент 5 (спираль или несколько спиралей из сплава с высоким сопротивлением) с контактными стержнями 1. От оболочки 4 нагревательный элемент изолирован спрессованным электроизоляционным наполнителем 6. Для предохранения от попадания влаги из окружающей среды торцы ТЭН герметизируют. Контактные стержни изолируют от оболочки диэлектрическими изоляторами 3,7. Для присоединения проводов используются гайки с шайбами 2.
Преимущества резистивного нагрева: высокий КПД, простота, и низкая стоимость.Недостатки: загрязнение материалом нагревателя, старение нагревателя.
Дата добавления: 2016-01-29; просмотров: 4355;