ХАРАКТЕРИСТИКИ И МЕТОДЫ ОЦЕНКИ КАЧЕСТВА ВЫПОЛНЕНИЯ ОПЕРАЦИЙ НА ШВЕЙНЫХ МАШИНАХ
Рабочим процессом швейных машин является процесс образования строчки, поэтому качество выполняемого шва наряду с эргономическими показателями определяет качество работы машины. Основными характеристиками оценки качества шва (строчки) можно считать утягивание, стягивание, посадку и прямолинейность.
Шов, образуемый челночной строчкой, представляет собой в разрезе слой материалов 2 (рис. 8.1), охватываемый верхней 1 и нижней 3 нитками, с расположением узла их переплетения в середине соединяемых материалов.
Расположение узла переплетения ниток вблизи геометрической середины толщины слоя соединяемых материалов характеризует качество утягивания шва и количественно оценивается коэффициентом утягивания шва Ку, %
Для определения коэффициента утягивания шва рекомендуется стачать две полоски ткани шириной 50 мм и длиной 500 мм, затем вырезать среднюю часть длиной 150 мм, распустить шов и измерить длины верхней Lе и нижней Lн ниток.
Строгие нормы на коэффициент утягивания шва еще не установлены, однако некоторые фирмы, например «Джуки» (Япония), считают, что этот коэффициент при частоте вращения главного вала машины 4000 мин-1 должен быть от 100 до 115 %.
Посадка П представляет собой смещение нижнего слоя материала относительно верхнего в процессе их стачивания (см. рис. 8.1).
Стягивание С шва является результатом одновременного уменьшения длины двух слоев материала после стачивания по сравнению с их исходной длиной.
Для определения посадки материала и стягивания шва стачивают две полоски материала одинаковой длины L0 шириной 50 мм. После стачивания измеряют длину верхней Lв и нижней Lн полосок.
Допустимые величины посадки и стягивания обычно указываются в технических характеристиках машин.
Прямолинейность перемещения материала в машине в процессе стачивания определяется величиной h отклонения строчки от прямой, ха-растеризующей направление перемещения материала, на некоторой длине L.
Для определения этого показателя на полоске ткани длиной 350 и шириной 50 мм выполняют строчку, затем вырезают среднюю часть полоски длиной L = 300 мм и измеряют h.
Строчка считается прямой, если h < 10 мм.
Для надежности оценки качества работы машины необходимо провести 3...5 измерений, из которых определить указанные критерии как среднее арифметическое.
Рассмотренные критерии могут использоваться и для сравнительного анализа различных машин или машин одного назначения, но разных заводов-изготовителей.
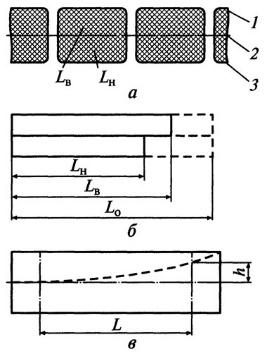
Рис. 8.1. Характеристика качества шва
Дата добавления: 2016-01-26; просмотров: 1384;