Эволюция точностных характеристик при формировании соединений
Соединение представляет собой совокупность двух или нескольких деталей. Точность деталей и точность соединения или всей машины тесно связаны между собой. При сборке машин возникают погрешности взаимного положения деталей, некачественные сопряжения,а также деформации деталей. Эти обстоятельства снижают служебные характеристики машины и прежде всего надежность.
Точностные характеристики соединений и машины в целом могут изменяться в соответствии с условиями технологической среды (сборка, подготовка поверхностей деталей к сопряжению и пр.). Таких погрешностей очень много, однако представляется возможным выделить основные.
1. Изменения зазоров и натягов в соединениях приводят к изменению характера посадки. Причиной этого является отклонение размеров, формы и расположения поверхностей собранных деталей. Эти же причины вызывают радиальные и торцовые биения, отклонения от параллельности, соосности, перпендикулярности и др.
2. Характер контактирования сопрягаемых поверхностей может привести к изменению жесткости стыков, потере герметичности, чрезмерным давлением. Снижение таких характеристик вызывается отклонениями формы, отклонениями от плоскостности, прямолинейности и др.
3. Погрешности взаимного расположения деталей и элементов машин вызываются также погрешностями их фиксации относительно друг друга.
4. Ряд соединений требует в ходе сборки пригонки и регулировки, которые могут быть выполнены с погрешностями из-за отсутствия соответствующей технологической оснастки и измерительных средств.
5. Характер контактирования деталей на разных участках сопрягаемых поверхностей может оказаться существенно различным из-за нарушения порядка затяжки резьбовых соединений, чрезмерной деформации деталей от сил закрепления. Такие погрешности приводят к перекосам, кромочным контактам, пластическим деформациям деталей.
6. Сборочные приспособления, инструмент, оборудование имеют собственные погрешности, которые в ходе сборки переносятся на соединение, вызывая снижение служебных характеристик машины в целом. Такие погрешности могут быть перенесены на соединение машины целиком или частично, что оценивается специальным технологическим анализом.
7. Сборочное оборудование часто настраивается на изготовление конкретного соединения. Погрешности настройки переносятся на соединение, снижая его точностные характеристики.
8. Сборка соединений производится в определенных температурных условиях, колебание которых отражается на точности соединения. Температурные погрешности сборки учитываются, как правило, на основе экспериментальных данных. Особенно этот факт учитывают при сборке прецизионных соединений методами охлаждения или нагревания.
9. Деформации, возникающие в ходе сборки, вызывают напряжения собственно деталей и их поверхностных слоев. Релаксация напряжений в последующем (возможно, в ходе эксплуатации) вызывает деформации деталей уже в собранной машине, что снижает ее точностные характеристики.
10. Нетехнологичные конструкции деталей и машин вызывают обычно большие погрешности, чем технологичные, снижая общую надежность конструкции. Технологичные конструкции создаются на основе опыта, экспериментов и расчетов.
Анализ причин, порождающих погрешности при формировании соединений, позволяет условно разбить их на две группы. Первая группа охватывает случаи, когда погрешность зависит от того, как удачно созданы условия для получения соединений с благоприятными характеристиками точности. Сюда относится оборудование, оснастка, измерительные средства и пр. Возникающие погрешности, безусловно, связаны с субъективными факторами. Достаточно полно разработаны методы обеспечения точности на сборке (метод полной взаимозаменяемости, метод пригонки и т.д.). Подробно исследованы условия расчетов размерных цепей и ряд других вопросов формирования соединений.
Вторая группа погрешностей связана с действием физических законов при компоновке деталей в соединения. Такие законы утверждают, что если действуют силовые факторы, то будет возникать деформация (как упругая, так и пластическая). Деформации представляют собой погрешности формирования соединений. Наличие таких погрешностей объективно. Их можно уменьшить, скомпоновать соединение так, чтобы погрешности не влияли решающим образом на функционирование изделия, но их нельзя ликвидировать, поскольку компонуемые детали имеют конечную упругость. Ряд рассматриваемых погрешностей имеет наследственную природу и будет рассмотрен ниже.
Типичными для сопряжений случаями являются возникновения деформаций в виде погрешностей, снижающих точность. В этом случае предполагается, что возможная деформация оценивается расчетным или экспериментальным методом, что позволяет регламентировать величину силовых факторов или размеров компонуемых деталей.
Примером такого подхода к решению технологических задач является случай уменьшения диаметра втулки, запрессовываемой в корпус. Величина деформации является функцией натяга, размеров, модуля упругости собираемых деталей. В ряде случаев в расчет вводят коэффициенты, зависящие от шероховатости сопрягаемых поверхностей. При определении деформации деталей, собираемых с помощью теплового воздействия, учитывают и фазовые превращения в материале деталей, подвергающихся охлаждению. Такие превращения ведут к изменению объемов и, следовательно, размеров собираемых деталей, а также изменению характера посадок.
Реальная картина потери точности деталей при сопряжении втулки и корпуса представлена на рис. 1.9.
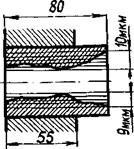
Рис. 1.9. Профилограмма образующих отверстия запрессованной втулки
На профилограмме отверстия можно сравнить размеры и профиль отверстия для двух зон: контакта втулки с корпусом и свободной, консольной части. В той части, где втулка и корпус не контактируют, в отверстии втулки наблюдается раструб, величина которого связана с натягом. Общие и местные деформации деталей приводят к необходимости дополнительной обработки отверстий после сборки. Все изменения размеров и иногда формы определяются расчетами, что дает вполне удовлетворительные результаты для сопрягаемых деталей относительно простых форм. К таким деталям относятся втулки, штанги, клинья, планки, гильзы, валы и корпуса простых форм. Во всех случаях формирования соединений приходится с сожалением констатировать, что точность отдельных деталей, иногда очень высокая, из-за возникающих деформаций резко снижается, а ранее затраченный труд обесценивается.
В очень многих случаях расчеты деформаций оказываются очень сложными по своей методике, количество допущений – большим. Если использовать для расчетов метод конечных элементов, то необходимо для составления новых программ идти на большие материальные издержки. Вполне приемлемым оказывается экспериментальный путь определения точности соединений.
В экспериментах основным моментом является определение погрешностей ответственных поверхностей деталей, входящих в соединение. Такими поверхностями оказываются цилиндрические элементы отверстий или плоскости. Чаще всего исследования проводят на корпусных деталях. Определение деформаций и оценка их величин в общем балансе погрешностей наиболее целесообразны с использованием тензометрирования. Датчики сопротивления наклеивают непосредственно на ответственные элементы соединения и монтируют в измерительные мосты. Естественно, что ограниченное число датчиков не дает исчерпывающей картины возникновения погрешностей формы, но позволяет составить о ней общее представление.
Эксперименты по определению сборочных деформаций еще раз показали, что в машиностроении корпусные детали, обработанные с весьма высокой точностью, могут получить на сборке такие упругие перемещения, которые сделают их полностью непригодными к работе. Поэтому технологический процесс сборки сложных корпусных деталей следует отрабатывать на макетах или готовых корпусах, связанных с датчиками перемещений.
Развитие и внедрение в заводскую практику экспериментальных методов оценки качества сборки изделий вполне оправданы. С постоянным ростом точности изделий и ужесточением их выходных параметров нельзя полагаться только на производственный опыт отдельных работников или ориентироваться на показания универсальных измерительных приборов – необходимо дальнейшие внедрение различных, более совершенных измерительных устройств для объектной оценки качества сборки.
К сожалению, не представляется возможным указать точно метод т последовательность сборки деталей для наиболее благоприятной компоновки их наследственных параметров. Приходится использовать метод проб, что особенно характерно для прецизионных изделий.
В итоге отметим, что в настоящее время нельзя производить оценку точности соединений умозрительными методами. Необходима объективная оценка качества с предоставлением соответствующего документа.
Дата добавления: 2016-01-26; просмотров: 785;