Обеспечение точности прецизионных деталей. Нанотехнология.
Ужесточение параметров точности деталей машиностроения уже стало нормой. Такое ужесточение, по прогнозам, будет характерно и для XXI века. Постоянно увеличивается номенклатура прецизионных изделий. Одновременно увеличиваются объемы их годового выпуска. Допуски на различные геометрические параметры изделий назначают в микрометрах и долях микрометра, что становится обычной практикой при конструировании прецизионных деталей. Ужесточение параметров деталей связано с обеспечением их служебного назначения.
На рис.1.6 представлены примеры прецизионных деталей. Так, деталь №1 представляет собой золотник с допустимым отклонением основной поверхности до 0,001 мм. Регламентируется также и отклонение от цилиндричности. Нарушение таких допусков ведет к недопустимому перетеканию жидкостной или газообразной среды через образовавшиеся зазоры. Аналогичные допустимые отклонения приведены и для другого золотника - деталь № 2. Для ротора - деталь № 3 - регламентируется отклонение от перпендикулярности осей шеек к торцу А. Этим обеспечивается допустимое торцовое биение поверхностей. Важную роль играет соосность шеек ротора, что также регламентируется допуском. Для подпятников (деталь № 4) исключительно большое влияние на работу всего изделия оказывает отклонение от параллельности опорных торцов. Аналогичные требования предъявляются и к отклонениям от плоскостности для других конструкций подпятников (детали № 5 и 6). Для детали № 7 регламентируется отклонение от сферичности. Такая деталь выполняет в изделии функции ролика.
|
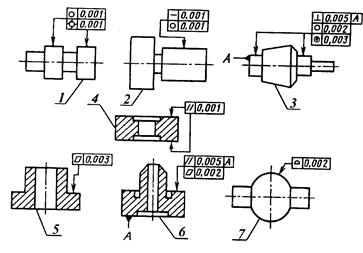
Рис.1.6 Примеры прецизионных деталей
Установление требований к параметрам прецизионных изделий производят в связи с проявлениями особенностей изделия при эксплуатации физическими и химическими законами, возникающими при эксплуатации.
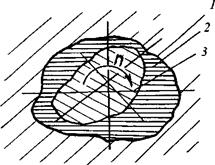
На рис.1.7 в сильно утрированном виде представлена шейка 3 вала, вращающегося в смазочной среде 2 подшипника скольжения, размещенного в корпусе /. При больших частотах п вращения валов смазочный слой - жидкость или газ - уже теряет свои первоначальные свойства так, что затрачиваемая мощность на вращение существенно возрастает. Для некоторых шеек изделий, например турбодетандеров, отклонение формы шеек, т.е. их овальность, не должна превосходить 0,002 мм. При частоте вращения 100 000 ... 200000 об/мин такой вал можно уподобить валу с двумя лопастями, перемешивающими газовую или жидкостную среду. Нарушение допусков в сторону увеличения вообще делает недопустимым запуск изделий. Этот и аналогичные примеры показывают, что изготовление прецизионных деталей вполне оправдано и в большинстве случаев не имеет альтернативы.
|
| Рис. 1.7 Схема вала, вращающегося в смазочном слое подшипника скольжения |
Проблема изготовления прецизионных деталей настоятельно требует более глубокого подхода к выбору материалов, изменению их свойств в ходе технологических процессов. Становится более необходимым учет физико-механических характеристик материалов, инструментов и технологической системы вообще.
На рис. 1.8 представлены результаты обработки заготовок с определением отклонений от круглости для различных материалов. Обтачивание заготовок производилось на одном и том же токарном станке, одним и тем же режущим инструментом из алмаза, с одинаковой глубиной резания и одинаковыми режимами обработки. Все прочие особенности (факторы) работы технологической системы старались во всех случаях оставить без изменений. Таким образом, изменяли только материал заготовок. Оказывается, что при прочих равных условиях отклонение от круглости латунных заготовок оказалось почти в 5 раз больше, чем у стальных, и более чем в 2 раза больше, чем у чугунных. Результаты таких экспериментов играют особенно важную роль для изготовления прецизионных деталей. Отыскание причин наблюдаемых явлений требует особого подхода. Можно только утверждать, что объяснение причин возникновения различных некруглостей нельзя объяснять различными по величине модулями упругости материалов. Если модули упругости для стали и латуни различаются на порядок, то для латуни и чугуна различие оказывается весьма малым.
|

Рис. 1.8. Влияние свойств материала на отклонение от круглости деталей
В настоящее время заданную точность в машиностроении в основном обеспечивает метод резания. Однако он находится в явном противоречии с возрастающим ужесточением всех параметров деталей машин и изделий в целом. Дело в том, что режущий клин инструмента, как лезвийного, так и абразивного, имеет скругление режущей кромки. Такое скругление, характеризуемое соответствующим радиусом, не может характеризоваться даже десятыми долями микрометра. Такие радиусы исчисляются единицами и десятками микрометров. Поэтому сам слой материала, удаляемый с помощью метода резания, как бы разделяется на две части: верхняя часть уходит в стружку, а нижняя как бы прикатывается в упругопластическом режиме к обработанной поверхности.
Органические недостатки режущего инструмента приводят к выводу, что в определенные моменты развития технологии машиностроения применительно к изготовлению прецизионных деталей придется отказаться от метода резания. Необходимая точность размера, формы и расположения будет обеспечиваться не удалением материала, а его наращиванием. Уже сейчас имеются установки, позволяющие осуществлять прямое выращивание деталей. В ряде случаев геометрическая точность таких деталей не является пока высокой, но очевидно, что проблема точности при таком подходе к изготовлению прецизионных деталей может быть успешно решена.
Одним из безусловных преимуществ нового метода изготовления деталей является отсутствие технологической оснастки в обычном понимании. При этом детали изготовляют из композитов, а поверхностный слой, состоящий из различных более тонких слоев, буквально конструируется так, как обычно конструируется деталь.
В одном случае на подложку наносится тонкий слой жидкого материала и затвердевает, в другом - наносимый слой порошка преобразуется в монолит под действием лазерного излучения. Сказанное выполняется по соответствующей программе для поверхностей пока еще малой протяженности, тем не менее термин «выращивание» уже применяют в основном для сложных конфигураций. При этом возможны непрерывная подача порошка и применение сканирующего лазерного устройства.
Проблема размерной точности уже сейчас может успешно решаться с помощью ионной обработки, напыление на деталь тончайших слоев изменяет размер, исчисляемый с точностью до миллиардной доли метра. Именно такие процессы составляют суть нанотехнологии.
Обеспечение точности прецизионных деталей имеет ту явно выраженную особенность, что каждая погрешность должна рассматриваться состоящей из двух частей: первая характерна собственно для процесса обработки, вторая имеет наследственную природу. Именно вторая составляющая очень устойчива и с трудом поддается как ликвидации, так и уменьшению. Если при изготовлении деталей нормальной точности наследственная составляющая представляет собой весьма малую часть допуска, то при изготовлении прецизионных деталей (микрометрическая и долемикро-метрическая точность) она составляет его основную часть, а в некоторых случаях и превосходит допуск. Так, если производят шлифование в центрах, возникает наследственный перенос погрешностей центровых отверстий на обработанную поверхность. Ликвидировать такие погрешности оказывается весьма трудно. К настоящему времени уже имеется теория технологического наследования в машиностроительном производстве. В соответствии со сказанным можно утверждать, что учение о технологической наследственности представляет собой основу достижения точности при производстве прецизионных деталей.
При достижении наивысшей точности размеров и формы наблюдается очень тесная связь с параметрами шероховатости поверхностей. Действительно, значения параметров Ra и Rz могут выражаться числовыми значениями, существенно превосходящими допуски размеров и формы. В случаях прецизионной обработки такие связи оговаривают особо. Научный интерес вызывает утверждение о том, что в разных зонах одной и той же поверхности физико-механические и химические характеристики оказываются различными. Детальному анализу подвергается положение о том, что единичный микровыступ поверхности по высоте имеет различную энергию, а энергетические особенности всего поверхностного слоя в суммарном выражении используются для получения благоприятных коэффициентов трения сопрягаемых деталей.
В случае прецизионной обработки и нанотехнологии иногда становится затруднительным оценивать шероховатость поверхности по шести известным параметрам. Например, в случаях обеспечения отражающих поверхностей металлических зеркал шероховатость оценивают энергией выхода электронов отраженного потока света.
Практика современного прецизионного машиностроения предполагает использование для изготовления деталей аттестованных технологических систем и сред. Особые требования предъявляют к точности металлорежущих станков и термостатированию производственных помещений. Во многих случаях и точные станки оказываются сравнительно грубыми. Тогда стараются исключить из технологического процесса элементы станков, снижающие точность. Так, шпиндели круглошлифовальных станков вносят существенные погрешности в обработку. Поэтому изделие вращается на неподвижных центрах, а крутящий момент передается поводковым устройством.
Работа с прецизионными изделиями производится в термостатированных помещениях со среднегодовыми колебаниями температуры 20 ± 0,5 °С. В таких помещениях отсутствует дневное освещение, поскольку наличие окон нарушает тепловой режим. В помещениях поддерживается заданная влажность. В термостатированных помещениях не должно устанавливаться оборудование, выделяющее пыль, токсичные вещества и тепло. Кодеры окраски помещений должны обеспечивать отражательную способность стен и потолков не менее 50 %. Специальными нормами регламентируется допустимое отклонение от температуры 20 °С в зависимости от массы изделия. При этом указывается время, по истечении которого температура детали выравнивается с температурой цеха.
В термостатированных цехах регламентируются чистота воздуха и скорость его движения, например, для операции доводки поверхностей деталей с Ra 0,04 ... 0,01 мкм наибольший размер частичек пыли не должен превосходить 1,0 мкм, а их появление за 1 ч не должно превосходить 40 шт.
Фундаменты в термостатированных цехах аттестуются по частоте собственных колебаний. Такая частота для отдельных конструкций фундаментов может регулироваться. Для точных работ, производимых с операциями сборки, собственная частота составляет 6 ... 15 Гц, для высокоточной работы 2,5 ... 6,0 Гц.
Освещенность рабочих мест оговаривается в соответствии с размерами объектов, контрастом объекта с фоном, видом освещения (общее, местное, смешанное) и видом ламп освещения.
Существует также ряд регламентов по транспортировке изделий, их закреплению на подъемно-транспортных устройствах, консервации, хранению. Установлено, что при игнорировании требований к производству прецизионные детали изготовить нельзя.
Дата добавления: 2016-01-26; просмотров: 856;