Классификация форм и их конструкция
1. По условиям работы формы подразделяются на передвижные (при агрегатных способах производства) и неподвижные (при стендовом производстве).
2. По числу одновременно изготавливаемых изделий формы бывают индивидуальные и групповые.
3. В зависимости от положения изделий при формовании формы делятся на горизонтальные и вертикальные.
4. Формы бывают силовые – для преднапряженных изделий и несиловые – при обычном армировании.
5. Различаются формы с плоским и профильным днищем.
6. По конструкции формы могут быть:
- переносная металлическая форма с откидными шарнирно открывающимися бортами;
- разъемные формы, состоящие из поддона и бортов, собираемых с помощью болтовых соединений;
- набор поддонов со съемной бортоснасткой;
- неподвижные сборно-разборные формы типа кассет;
- неразъемные формы, собранные в пакеты;
- неразборные железобетонные формы-матрицы с металлическими бортами (для крупноразмерных элементов).
7. По виду материала, из которого изготовлены: металлические, железобетонные, иногда - деревянные и комбинированные (металлодеревянные).
Наибольшее распространение на заводах ЖБИ получили металлические неразъемные формы с поддонами и откидными бортами. В них формуют плиты, балочные конструкции, колонны и другие изделия, главным образом, при агрегатном производстве. Это связано с переносом форм, поэтому они должны обладать большой жесткостью, быть относительно легкими, не деформироваться при транспортировании. На рисунках 1–3 показаны примеры конструкций некоторых форм.
Элементы таких форм:
1. Поддоны (днище) металлических форм конструируются по балочной схеме из швеллеров № 14 – 18 и листовой стали толщиной 8 – 10 мм. Перекрестная решетка в поддонах значительно увеличивает жесткость конструкции.
2. Бортовые элементы выполняются из швеллеров, уголков или делаются составными из листовой стали и уголков.
3. Борта к поддонам крепятся обычно при помощи трубчатых или пластинчатых шарниров.
4. Продольные и поперечные борта форм соединяются между собой замками различных систем:
а) натяжного типа – обеспечивают плотное соединение бортов и они не раскрываются под действием вибрации;
б) замки клинового типа – просты и надежны в эксплуатации, однако, трудоемки в работе и приводят к деформации форм;
в) наиболее просты накидные замки.
5. Подъемные петли (для подъема форм при транспортировании) привариваются к поддону и должны располагаться на расстоянии 1/5 длины ее от концов. Скобы не должны выступать в стороны и увеличивать габариты форм.
Сборно-разборные (разъемные) формы применяются для тонких конструкций, у которых высота значительно превышает ширину. Эти формы состоят из поддона, двух боковых и двух торцевых щитов. Собираются они с помощью болтов.
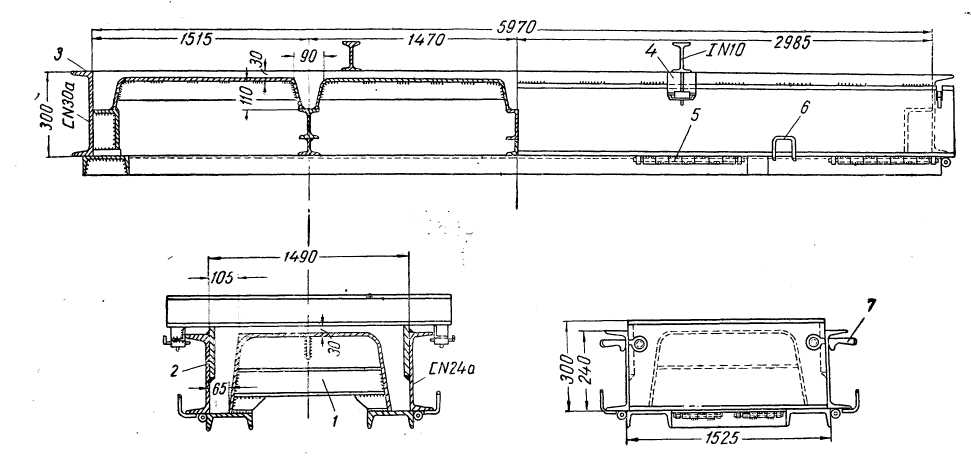
Рисунок 1 – Металлическая форма для изготовления крупнопанельных ребристых плит покрытия промышленных зданий
1 – поддон; 2 – продольный борт; 3 – торцовый борт; 4 – стяжка; 5 – шарнир; 6 – подъемная петля; 7 – замок типа накидной скобы
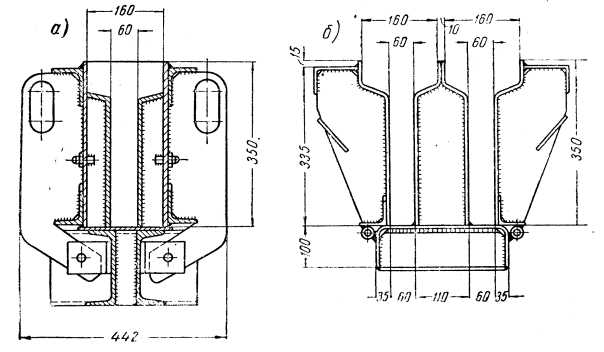
Рисунок 2 – Поперечные сечения металлических форм для изготовления прогонов таврового сечения
а) одиночная форма; б) двойная форма
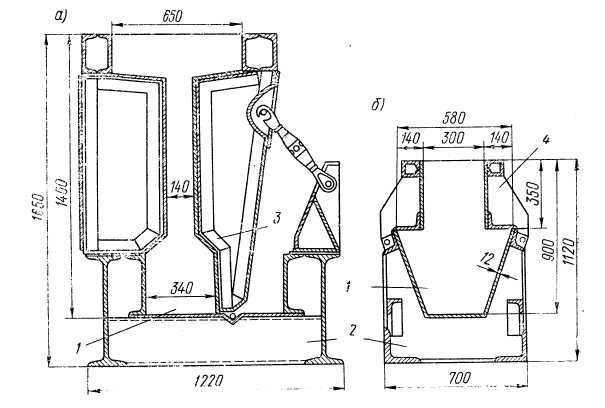
Рисунок 3 – Силовые формы для преднапряженных балок
а – для подкрановой балки длиной 12 м; б – для ригеля; 1 – изделие; 2 – силовая часть формы; 3 – съемный борт; 4 – откидной борт
Применение жестких бетонных смесей позволяет после формования удалять бортовую оснастку. Применяются поднимаемые и сдвигаемые бортовые оснастки.
На стендах используются бортовые неразъемные формы, собранные в пакеты. Они имеют скошенные боковые поверхности для выемки изделий из форм.
Для изготовления крупноразмерных тонкостенных плит, панелей, криволинейных элементов сборных элементов и других подобных конструкций применяются неразборные железобетонные формы-матрицы, иногда с металлическими бортами.
Металлодеревянные формы применяются при изготовлении небольших партий нестандартных изделий.
Эксплуатация форм
Содержание форм в чистоте необходимо для обеспечения высокого качества изделий и продления срока их эксплуатации.
После каждого цикла формования формы чистятся вручную с помощью металлических скребков или специальными машинами с относительно мягкими металлическими щетками. Раз в 2 – 3 месяца формы необходимо чистить машинами с абразивными кругами или жесткими щетками. При такой чистке быстро изнашивается металл. Для очистки разделительных стенок кассетных установок применяются передвижные шлифовальные машины. Также, для чистки форм применяется химический способ – соляной кислотой. Этот способ можно применять не чаще одного раза в год.
На качество железобетонных изделий влияет сцепление бетона с поверхностью форм. Для уменьшения сцепления применяются смазки.
Смазка должна удовлетворять следующим требованиям:
- иметь консистенцию, позволяющую наносить ее распылителем или кистью на поверхность сплошным тонким слоем (0,1 – 0,3 мм);
- обладать достаточной адгезией с металлом форм;
- не смешиваться с бетоном;
- быть достаточно водостойкой;
- не оказывать вредного действия на твердеющий бетон;
- не оставлять пятен на поверхности бетона;
- не вызывать коррозии рабочей поверхности форм;
- не создавать антисанитарных условий в цехе;
- быть безопасной в пожарном отношении.
При изготовлении железобетонных изделий применяются три вида смазок: водные и водно-масляные суспензии; водно-масляные и водно-мыльные эмульсии; нефтепродукты и их смеси.
Суспензии: известковая, меловая, глиняная и шлаковая. Применяются редко, если нет других. Они легко размываются.
Из нефтепродуктов и их смесей используются: автол, соляровое, веретенное и отработанные масла и их смеси с керосином в соотношении 1 : 1 по массе.
На заводах ЖБИ используются, как правило, эмульсионные смазки на основе кислого синтетического эмульсола – ЭКС (смесь веретенного масла 95 % и высокомолекулярных синтетических кислот 5 %). Они наиболее стойки и экономичны. Из ЭКС делаются: прямая эмульсия («масло в воде») и обратная («вода в масле).
Прямая эмульсия готовится из следующих компонентов: вода мягкая конденсатная – 90 %, ЭКС – 10 % и сода кальцинированная – 700 г на 100 л эмульсии. Обратная эмульсия более водостойкая и состоит из 20 % ЭКС, 53 % водного 1 %-го раствора извести и 27 % воды. Проценты в составах смазок даны по объему.
Для кассетных установок целесообразно применять водно-мыльно-масляные эмульсии. Их можно наносить на горячие поверхности. Они не оставляют на стенках форм пригара и хорошо очищаются.
Смазка на поверхность форм наносится обычно различными распылителями. Более тонкое распыление и большой факел дает применение для нанесения смазки сжатого воздуха.
Расход смазки зависит от ее консистенции, конструкции и типа форм (горизонтальные или вертикальные), способа нанесения, качества поверхности для смазки. По нормам технологического проектирования он должен составлять 0,2 кг/м2.
Формы следует чистить и смазывать на специальном посту с соблюдением требований техники безопасности и производственной санитарии.
Сборка формы, в зависимости от вида армирования изделия и конструкции бортоснастки, может выполняться, как до армирования, так и после него. Процесс сборки может осуществляться вручную или с помощью мостового крана или других приспособлений.
Дата добавления: 2016-01-20; просмотров: 2774;