Статистический контроль
Для оценки качества автоконтроля необходимо знать вероятности появления событий Н1, Н2, Н3, Н4 , начисленные исходя из знания законов распределения отдельных составляющих.
Пусть f1(x) – плотность распределения контролируемого показателя качества объекта контроля, а f2(y) – плотность распределения случайных ошибок в оценке показателя качества в соответствии с a’<Z<b’. Упрощенно будем считать, что f1(x) и f2(y) независимы, а систематическая ошибка в оценке показателя качества устранена. Тогда для принятых границ разделения объектов контроля а и b (рис 5.21) неконтролированные законы распределения отдельных составляющих в соответствии с рис. 5.23 будут:
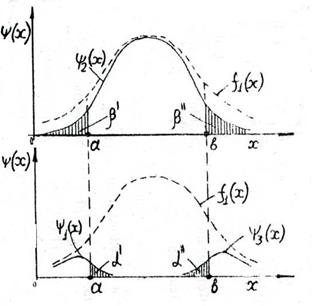
Рис. 5.23. Законы распределения вероятностей объектов контроля отдельных составляющих
1. Закон распределения объектов контроля, признаваемых ниже точки допустимых значений (ниже точки а)
 .
.
2. Закон распределения объектов, принимаемых годными,
3. Закон распределения объектов контроля с показателем качества выше области допустимых значений
Все эти законы распределения составляют совокупность объектов контроля, т.е.
 .
.
При автоконтроле различают ошибки 1-го и 2-го рода. К ошибкам 1-го рода относят забракование годных объектов контроля. Вероятность ошибки 1-го рода Р(Н2)=α и состоит из двух составляющих (рис. 5.23) α’ и α’’:
 ,
,
что соответствует вероятности ошибочного отнесения годных объектов контроля за пределы нижней (α’) и верхней (α’’) границ (рис. 5.23).
К ошибкам 2-го рода относят ошибочное признание годными объектов контроля, находящихся за пределами допустимых границ а и b. Вероятность ошибки 2-го рода

Это соответствует вероятности ошибочного признания годными объектов контроля, находящихся за пределами допустимых границ a и b (рис. 5.23).
Для уменьшения ошибок автоконтроля вводят упреждающие допуски an и bn (рис. 5.24) с областью производственных допусков уже в области эксплуатационных (гарантированных) допусков, т.е.
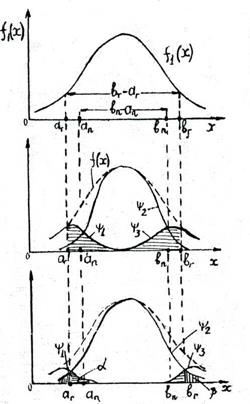
Рис. 5.24. Законы распределения вероятностей объектов контроля отдельных составляющих в области гарантированных допусков

Выполнение этого условия соответствует повышению количества ошибок 1-го рода (α’) и сокращению вероятности ошибок 2-го рода (β), как это следует из рис. 5.24.
При этом законы распределения вероятностей в соответствии с рис 5.24 запишем в виде
Таким образом ошибки 1-го и 2-го рода равны соответственно:
 ,
,
 .
.
Величина упреждающих допусков выбирается в результате сопоставления затрат, связанных с совершением ошибок α и β для конкретного объекта контроля. Для этого необходима однозначная зависимость между величиной упреждающих допусков и вероятностям ошибок α и β.
Системы автоматического контроля, в которых два устройства сравнения типа «больше -меньше» носят названия систем допускового контроля.
В подобных системах возможно изменение зоны (уставки) в процессе контроля при этом создается представление о степени близости контролируемой величины к интересующему состоянию. Такие системы принято называть система спорадического контроля. Эти системы были предложены в институте проблем управления РАН.
Во многих системах автоматического контроля, например КРТП-3, этот процесс производится автоматически по результатам статистических измерений. Причем это изменение компенсирующей величины производится от случая к случаю, спорадически, единично, если статистика считает необходимым изменение зоны в большую или меньшую сторону. Таким образом, в автоконтроле уменьшают ошибки 1-го рода и ошибки 2-го рода, уменьшая риск потребления и оптимизируя выгоду производителя.
В настоящее время промышленностью выпускаются множество функциональных блоков, из которых создаются любые из выше рассмотренных систем автоматического контроля, любых структур и стоимости. Примером может служить управление датчиками через мультиплексор и спорадический контроль оператором с помощью HART-протокола (рис. 5.25).
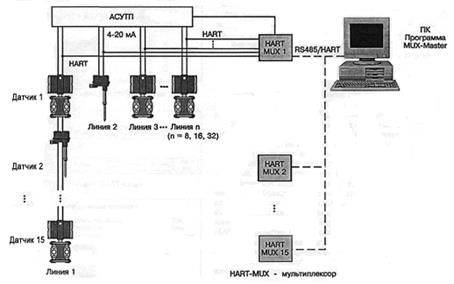
Рис. 5.25. Автоматический контроль и управление датчиками через мультиплексор: линия 1 – многоточечный режим работы датчиков, линии 2, 3, …, n – режим передачи цифровой информации одновременно с аналоговым сигналом
Дата добавления: 2016-01-03; просмотров: 1079;