Классификация самоцентрирующих механизмов
Самоцентрирующие механизмы различаются между собой формой рабочей поверхности подвижных элементов и конструкцией механизма, обеспечивающего взаимосвязанное их движение. По первому признаку различают призматические и кулачковые механизмы, а по второму признаку – винтовые, реечно-зубчатые, спирально-реечные, клиновые (клиноплунжерные и клиношариковые), с упругодеформируемыми элементами (цанговые, мембранные, гидропластовые). Границы применимости различных по конструкции механизмов определяются двумя их характеристиками – величиной присущей им погрешности центрирования и величиной создаваемой силы зажима.
Принципиальная схема винтового самоцентрирующего механизма приведена на рис. 2.48. Такие механизмы имеют большую погрешность центрирования (0,3-0,5 мм). В то же время с помощью этого механизма можно создать большую силу зажима, легко скомпоновать с механизированным приводом, поэтому их широко применяют на черновых и получистовых операциях.
Реечно-зубчатые механизмы используют в тисках вместо винтовых для обеспечения встречного перемещения призм. Пример таких тисков приведен на рис. 2.49. Рейка 4 прикреплена к ползуну 5, а рейка 1 связана со штоком 10 привода. При перемещении штока влево он буртиком 11 толкает ползун 9 в том же направлении, а рейка 1 поворачивает зубчатое колесо 2, вращающееся на неподвижной оси 3. Это колесо перемещает рейку 4 и ползун 5 вправо. Призмы 6 и 8, укрепленные на ползунах, получая встречное движение, центрируют и закрепляют заготовку 7. Такой механизм, в силовой цепи обладает передаточным отношением i =1, т. е. сила штока привода без изменений (кроме потерь на трение) передается на заготовку. Поэтому эти тиски используют на операциях, не требующих сил зажима, превосходящих силу на штоке привода. Погрешность центрирования этих механизмов сопоставима с погрешностью винтовых механизмов.
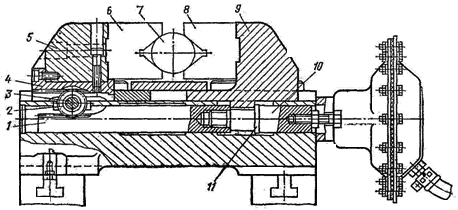
Рис. 2.49. Реечно-зубчатый механизм (тиски)
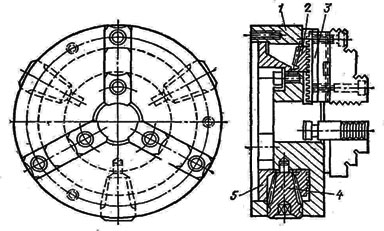
Рис. 2.50. Спирально-реечные механизм (трехкулачковый патрон)
Спирально-реечные механизмы используют для перемещения кулачков в токарных патронах. Принципиальная схема такого патрона приведена на рис. 2.50. В корпусе 1 патрона установлен диск 2, имеющий с одной стороны спиральную нарезку, с помощью которой происходит зацепление между диском и рейкой кулачков 3, с другой стороны – коническую шестерню, с которой входят в зацепление три конических колеса 4, вмонтированных в радиальные отверстия корпуса. Крышка 5·лишает диск 2 осевых перемещений и предохраняет механизм патрона от попадания стружки и грязи. При вращении одного из колес 4 кулачки через спираль диска получают одновременное движение к центру или от него. Конструкции таких патронов стандартизованы ГОСТ 2675-71.
Клиноплунжерные механизмы часто используют в патронах для токарной обработки для центрирования как по внутренней, так и наружной цилиндрической поверхностям. Схема механизма приведена на рис. 2.51. Три плунжера 2, расположенные под углом 120º друг к другу, перемещаются в трех радиальных пазах корпуса 1. Перемещение плунжеров осуществляется клином 3, имеющим соответственно три клиновых скоса. Клин 3 соединен со штоком силового привода. При движении клина 3 влево плунжеры расходятся, центрируя и закрепляя заготовку. При движении клина 3 влево плунжеры расходятся, центрируя и закрепляя заготовку. При движении клина 3 вправо плунжеры сходятся к центру под действием усилия сжатия пружины 4.
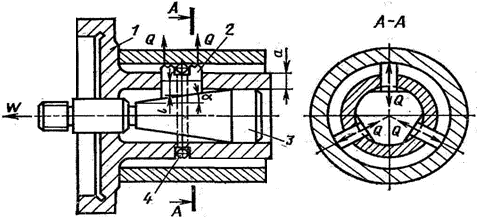
Рис. 2.51. Клиноплунжерный механизм
Силу тяги привода W, необходимую для обеспечения силы зажима можно определить по формуле (2.95), приняв, что tgφ2 = 0, так как клин 3 под действием трех одинаковых сходящихся в его центре сил как бы плавает, не прижимаясь к направляющим:
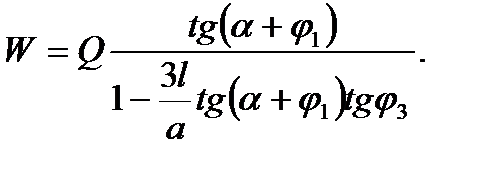 (2.118)
(2.118)
Погрешность центрирования в клиноплунжерных механизмах составляет 0.2-0,5 мм. Поэтому патроны с такими механизмами обычно применяют для установки по черным базам на черновых операциях. Токарные патроны с клиноплунжерными кулачками выполняют по ГОСТ 16886-71.
Клиношариковые механизмы применяют в приспособлениях токарных и шлифовальных станков при базировании по внутренней и наружной: цилиндрической поверхности. Принципиальная схема патрона для центрирования по наружному цилиндру приведена на рис. 5.52, а. В корпус патрона 1 запрессована конусная втулка 2, по конусу которой перекатываются шарики 3, расположенные в сепараторе 4. От выпадания шарики предохраняет шайба 5. При движении обоймы под действием силы привода влево шарики подобно плунжерам смещаются к центру, центрируют и зажимают заготовку 6. Достоинствами такого механизма по сравнению с клиноплунжерным является уменьшение потерь на трение в направляющих плунжера-шарика и повышение точности центрирования за счет уменьшения числа кинематических звеньев (шарики вместо центрального клина и плунжеров) и повышения их точности при изготовлении. Силу зажима таким механизмом можно определить из схемы на рис. 2.52, б.
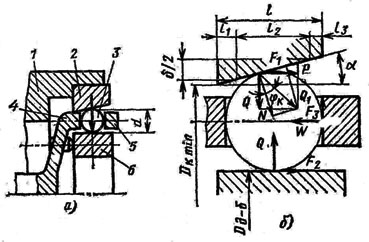
Рис. 2.52. Схема клиношарикового самоцентрирующего патрона
В момент зажима наибольшая сила трения возникает в точке контакта шарика с конусной втулкой, так как N > Q> W. Под действием этой силы шарик катится по конусу, проскальзывая в сепараторе и на заготовке.
Из условия равновесия шарика
 , (2.119)
, (2.119)
где  φК – угол трения качения шарика по конусу втулки; φ2 и φ3 – углы трения скольжения шарика по заготовке и сепаратору (на рис. не показаны).
φК – угол трения качения шарика по конусу втулки; φ2 и φ3 – углы трения скольжения шарика по заготовке и сепаратору (на рис. не показаны).
Тогда
 (2.120)
(2.120)
Из формулы видно, что клиношариковый механизм дает большое передаточное отношение сил и может развивать значительную силу зажима Q. Однако величина используемой при нормальной работе силы Q зависит от площади контакта между шариками и заготовкой (точка) и возможностью в связи с этим пластической деформации ее поверхности. Такие механизмы применяют на операциях с небольшими силами резания.
Угол конуса α выбирают в пределах 5-10º. Наименьший диаметр и длину конуса рассчитывают, зная диаметр базы заготовки и допуска на него (см. схему на рис. 2.52, б):
 (2.121)
(2.121)
где l1 – гарантированный запас хода;  - длина конуса, обеспечивающая зажим любой детали в пределах допуска на ее диаметр;
- длина конуса, обеспечивающая зажим любой детали в пределах допуска на ее диаметр;  - длина конуса, обеспечивающая гарантированный минимальный зазор между заготовкой и шариками в момент загрузки.
- длина конуса, обеспечивающая гарантированный минимальный зазор между заготовкой и шариками в момент загрузки.
При установке длинных деталей применяют двухрядное расположение роликов в одном или разных сепараторах.
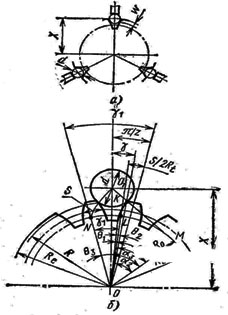
Широкое распространение шариковые патроны получили на операциях окончательного шлифования базовых отверстий зубчатых колес. На этих операциях обеспечивается высокая соосность зубчатого венца и отверстия за счет установки зубчатого колеса по эвольвентным поверхностям зубьев. Принципиальная схема такого центрирования приведена на рис. 2.53, а. Точку касания роликов с поверхностью зубьев располагают на расстоянии w = 1÷2 мм от окружности выступов, чтобы ошибки по шагу меньше влияли на точность установки.
| 
|
| Рис. 2.53. Схема центрирования зубчатого колеса по рабочим поверхностям зубьев | Рис. 2.54. Схема рычажного самоцентрирующего патрона |
При использовании шариков и роликов применяют специальные самоцентрирующие патроны – клиновые и мембранные.
При конструировании таких патронов необходимо по параметрам зубчатого колеса определить диаметр ролика (шарика) d и расстояние между осями ролика и патрона Х.
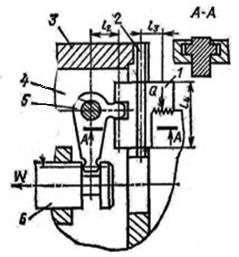
В рычажных центрирующих механизмах установочно-зажимными элементами являются сами рычаги или кулачки, которые получают перемещение от рычагов.
На рис. 2.54 приведена схема рычажного самоцентрирующего патрона, у которого кулачки 1 получают перемещение от рычагов 5, поворачивающихся вокруг осей 4, которые установлены неподвижно в корпусе 3. Рычаги 5 получают перемещение от муфты 6, соединенной со штоком пневмоцилиндра. В крышке 2 корпуса приспособления имеется три радиальных паза, расположенных под углом 120º друг к другу по которым перемещаются кулачки 1. При движении муфты 6 влево поворачиваются рычаги 5, которые перемещают кулачки 1 к центру (вниз). Происходит зажим заготовки. При движении муфты вправо заготовка открепляется.
Силу тяги привода W рассчитывают по следующей формуле:
 (2.122)
(2.122)
где выражение в скобках учитывает потери на трение в направляющих кулачков. Рычажный механизм способен развивать достаточно большую силу зажима. Погрешность центрирования такого механизма составляет 0,1 – 0,3 мм. Поэтому рычажные патроны используют на черновых и получистовых операциях.
Дата добавления: 2016-01-03; просмотров: 3016;