Факторы, влияющие на шероховатость поверхности при обработке
Шероховатость поверхности в процессе обработки зависит от следующих факторов: метода обработки, режима обработки, геометрических параметров и качества режущей части инструмента, пластической и упругой деформации материала заготовки или детали, жесткости системы СПИД, смазочно-охлаждающей жидкости и т.д.
Каждый метод обработки позволяет получить поверхность детали с определенным диапазоном величины шероховатости (см. табл.4.4).
Так обдирочное точение – 1…4 класс чистоты; чистовое точение – 4…7 класс, тонкое точение – 7…9 класс.
Грубое шлифование - 6…7 класс, чистовое шлифование – 8…9 класс, тонкое шлифование – 9…11 класс и т.д. В зависимости от класса чистоты, указанной на чертеже для поверхности детали, конструктор и технолог выбирают соответствующий метод ее обработки.
Шероховатость обработанной поверхности – это, прежде всего след рабочего движения режущей кромки инструмента, контактируемой с обрабатываемой поверхностью. Высоту этой шероховатости можно определить расчетным путем, в зависимости от геометрических параметров режущей части инструмента и режима обработки.
Сильное влияние на искажение расчетной высоты неровностей поверхности оказывают пластическая деформация материала заготовки при обработке материалов, которые не дают наростов на режущем инструменте, влияние деформации на величину Rz объясняется распространением волны деформации в сторону соседнего слоя, а при обработке
материалов, дающих нарост, добавляется еще действие вершины нароста, в результате чего на поверхности детали образуются зазоры.
Влияние упругих деформаций материала детали на Rz является следствием наличия на лезвии любого режущего инструмента притупления, что вызывает упругие деформации материала около режущей кромки. Минуя ее, материал заготовки приподнимается и занимает прежнее положение.
Все неровности лезвия режущего инструмента копируются на обрабатываемой поверхности.
Из параметров режима обработки на величину шероховатости наибольшее влияние оказывает скорость резания и подача.
При обработке материалов, не образующих нарост, шероховатость поверхности практически не зависит от скорости резания, а при обработке материалов, образующих нарост, зависит. Так зависимость изменения Rz от скорости резания Vp можно разбить на четыре зоны, показанных на рис.4.4.
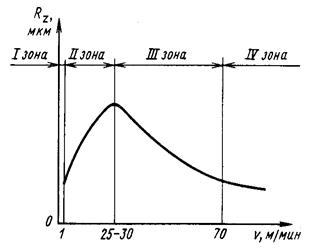
Рис.4.4. Изменение шероховатости от скорости резания
Таблица 4.4
| Обрабатывамые поверхности | Методы обработки | Классы частоты | |||||||||||||||
| Наружные цилиндрические | Точение | обдирочное чистовое тонкое | Х | Х | Х | Х Х | Х | Х | Х Х | Х | Х | ||||||
| Шлифование | грубое чистовое тонкое | Х | Х | Х | Х Х | Х | Х | ||||||||||
| Притирка | средняя тонкая | Х | Х | Х | Х | Х | Х | ||||||||||
| Обкатывание роликом | Х | Х | Х | ||||||||||||||
| Суперфини ширование | чистовое тонкое | Х | Х | Х | Х | ||||||||||||
| Внутренние цилиндрические | Растачивание | обдирочное чистовое тонкое | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | |||||
| Сверление | Х | Х | Х | ||||||||||||||
| Зенкерование | черновое чистое | Х | Х | Х Х | Х | Х | |||||||||||
| Развертывание | чистое отделочное | Х | Х Х | Х | Х | ||||||||||||
| Протягивание | чистое отделочное | Х | Х | Х | Х | Х | |||||||||||
| Внутреннее Шлифование | чистое тонкое | Х | Х Х | Х | Х | ||||||||||||
| Калибровка шариком | Х | Х | Х | ||||||||||||||
| Притирка | средняя тонкая | Х | Х | Х | Х | Х | Х | ||||||||||
| Хонингование | предварител. окончательн. | Х | Х | Х Х | Х | ||||||||||||
| Плоские | Строгание | обдирочное чистое тонкое | Х | Х | Х Х | Х | Х | Х | Х Х | Х | Х | ||||||
| Цилиндрическое фрезерование | обдирочное чистовое | Х | Х | Х Х | Х Х | Х | |||||||||||
| Торцевое фрезерование | обдирочное чистовое | Х | Х | Х Х | Х Х | Х | |||||||||||
| Плоское шлифование | грубое чистовое тонкое | Х | Х | Х | Х Х | Х | |||||||||||
| Притирка | средняя тонкая | Х | Х | Х | Х | Х | Х | Х | |||||||||
Первая зона соответствует малым скоростям резания (до 1м/мин) и характеризуется тем, что нарост в ней отсутствует, и шероховатость не зависит от Vp
Вторая зона характеризуется увеличением нароста и при Vp = 25…30м/мин нарост наибольший, а поверхность имеет наибольшую шероховатость. С ростом Vp от 30 до 80 м/мин нарост постепенно уменьшается и шероховатость также уменьшается.
При Vp > 80 м/мин нарост вновь исчезает и шероховатость поверхности близка к расчетной.
С увеличением подачи шероховатость при любом способе обработки возрастает, поэтому для снижения значений показателей шероховатости необходимо максимально уменьшить подачу (шаг резания).
Глубина резания незначительно влияет на шероховатость поверхности, однако изменение глубины резания сказывается на упругой и пластической деформации заготовки и инструмента, что отражается на шероховатости поверхности.
Применение смазочно-охлаждающих жидкостей способствует уменьшению параметров шероховатости. При холодной штамповке пуансон и матрицу смазывают, а при обработке резанием применяют водоэмульсионное охлаждение.
Дата добавления: 2015-12-26; просмотров: 9046;