Влияние шероховатости поверхности на эксплуатационные свойства деталей автомобилей
Качество поверхности деталей машин оказывает существенное влияние на их эксплуатационные свойства: износостойкость, усталостную прочность, стабильность посадок, коррозионную стойкость и др.
Износостойкость нужна трущимся поверхностям сопряженных деталей подвижных соединений. В начальный период работы трущихся поверхностей, их контакт происходит по вершинам неровностей, поэтому фактическая поверхность соприкосновения (опорная длина профиля  р) значительно меньше расчетной, что вызывает в местах фактического контакта по вершинам неровностей большие давления, часто превышающие предел прочности или предел текучести трущихся металлов, что приводит к срезу, смятию или откалыванию вершин неровностей и вызывает интенсивный начальный износ трущихся поверхностей и увеличение зазора в сопряженной паре деталей.
р) значительно меньше расчетной, что вызывает в местах фактического контакта по вершинам неровностей большие давления, часто превышающие предел прочности или предел текучести трущихся металлов, что приводит к срезу, смятию или откалыванию вершин неровностей и вызывает интенсивный начальный износ трущихся поверхностей и увеличение зазора в сопряженной паре деталей.
Характер износа трущихся поверхностей с течением времени их работы можно представить в виде графика и выделить на нем три участка (рис.4.5).
1 — участок приработки; II — нормальное естественное изнашивание в процессе эксплуатации; III — аварийный участок.
RZ1 < R Z2
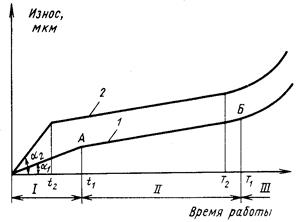
Рис. 4.5 Характер износа трущихся поверхностей с течением времени
Началъный износ более продолжительный, но меньший по величине у рабочих пар с меньшим значением параметров шероховатости.
В трущихся парах высота неровностей RZ , должна быть оптимальной, при которой износ в период приработки и работы будет минимальным (рис.4.6).
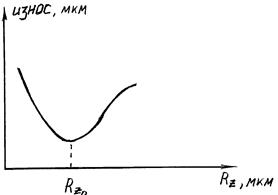
Рис.4.6 Влияние шероховатости на интенсивность износа в период приработки
Увеличение RZ. более оптимальной приводит к более интенсивному зацеплению неровностей, их смятию и скалыванию, как было показано выше.
Уменьшение же RZ менее RZ0 ведет к выдавливанию смазки и возникновению сухого трения, что в конечном итоге приводит к сухому трению, возникновению молекулярного сцепления и заедания плотно соприкасающихся поверхностей сопряженных деталей. Поэтому задача конструктора — назначить оптимальную шероховатость поверхностей сопряженных деталей.
На начальный износ сопряженных деталей подвижных соединений влияют также форма и направление неровностей относительно направления скольжения.
Установлено, что тонкие и многочисленные неровности обеспечивают большую износостойкость, чем крупные большого шага при одинаковом значении RZ.
Влияние направления неровностей на износостойкость в разных условиях трения и при разных размерах неровностей различно. При жидкостном трении и малой высоте неровностей направление рисок значения не имеют, а при увеличении шероховатости более выгодным является параллельное направление рисок к скорости движения.
В период начального износа трущихся поверхностей высота неровностей может уменьшаться на б5...75 % от перваначальной. При малых размерах детали c шероховатостью поверхностей RZ = 3... 10 мкм двойная высота неровностей соизмерима с допуском на изготовление детали. Поэтому необходимую высоту шероховатости рекомендуется устанавливать в зависимости от требуемой точности проектируемого сопряжения расчетом по формулам:
при d > 50мм, RZ =(0,1...0,15) Т;
при d = 18... 50 мм, RZ =(0,15...0,2) Т;
при d < 18 мм RZ = (0,2...0,25) Т.
Шероховатость поверхности существенно влияет на стабильность неподвижных посадок. С увеличением RZ прочность прессовых посадок снижается, т.к. после смятия вершин неровностей коэффициент опорной поверхности tp очень мал и при работе узла такое соединение не выдерживает эксплуатационных нагрузок. Поэтому при сборке прессовых посадок в холодном состоянии стремятся шероховатость сопряженных поверхностей получить минимальную, что повышает опорную поверхность и прочность соединения. При получении горячепрессовых посадок (нагрев втулки или охлаждение вала) микро неровности в определенных пределах способствуют повышению прочности соединений.
От шероховатости поверхности сильно зависит усталостная прочность деталей
Наличие на поверхности деталей, работающих при циклических и знакопеременных нагрузках, неровностей и дефектов способствует концентрации напряжений, которые могут превысить предел прочности металла и явиться причиной разрушения детали.
Шероховатость оказывает влияние и на другие эксплуатационные свойства деталей: прочность при ударных нагрузках, контактную жесткость, коррозионную стойкость, коэффициент теплопередачи и другие.
Установлено, что чем меньше шероховатость поверхности, тем меньше детали подвержены коррозии. Коррозирующие вещества собираются на дне впадин неровностей и разрушают металл, увеличивая неровности.
Физико-механические свойства поверхностного слоя детали оказывают влияние на эксплуатационные свойства и в первую очередь — на износостойкость.
Повышению износостойкости деталей способствует увеличениетвердости поверхностного слоя. Одним из методов повышения твердости и износостойкости деталей является предварительное упрочнение поверхностного слоя — наклеп.
Наклеп уменышает истирание и смятие поверхностей, а также уменьшает взаимное проникновение поверхностных слоев сопряженных деталей. Упрочнение увеличивает диффузию кислорода воздуха в металл поверхностного слоя, что создает в нем твердые химические соединения — окислы (FeО, Fe2 O3 ,Fe3 O4 и другие).
От наклепа зависит и усталостная прочность деталей машин. Наклеп до определенных пределов уменьшает амплитуду пластических деформаций, что позволяет предотвратить образование усталостных трещин и рост существующих трещин. Циклическая прочность и предел выносливости увеличиваются до 25... 30%.
Однако, наклеп поверхностного слоя способствует росту коррозии металла в 1,5...2 раза т.к. в нем создаются микронеоднородности, способствующие возникновению очагов коррозии.
Заданные физико-механические свойства поверхностного слоя достигаются также применением специальных отделочно-упрочняющих методов обработки. Они основаны на пластическом деформировании поверхностного слоя, благодаря чему создается наклеп, повышающий твердость.
В настоящее время применяются следующие методы упрочнения поверхностного слоя:
Химико-термическое упрочнение (никелирование, хромирование).
Поверхностное легирование (азотирование, цементирование, анодирование и др.).
Покрытие поверхностей твердыми сплавами (наплавка сормайтом, легированными проволоками и т.д.).
Металлизация поверхностей порошками и сплавами высоколегированных сплавов.
Термообработка (закалка, отпуск, нормализация).
Наклеп (обкатка роликами, шариками, алмазное выглаживание, дробеструйная обработка).
Дата добавления: 2015-12-26; просмотров: 5569;