Классификация экструдеров
Экструдеры для переработки пластмасс и резиновых смесей имеют общую принципиальную конструкцию. Однако в зависимости от вида перерабатываемого материала, особенностей кабелей и проводов, которые изготовляются в экструдере, и других факторов конструктивное выполнение отдельных его элементов может быть различным.
В зависимости от взаимного положения центральных осей червяка и токопроводящей жилы или заготовки под оболочку, проходящих через головку, различают экструдеры прямоточные, с косоугольной и прямоугольной головками. В кабельной промышленности наиболее широко применяются прямоугольные головки, которые весьма удобны в эксплуатации, легко выполняются откидными, что облегчает смену формующего инструмента, фильтрующих сеток и решеток, чистку червяка и головки.
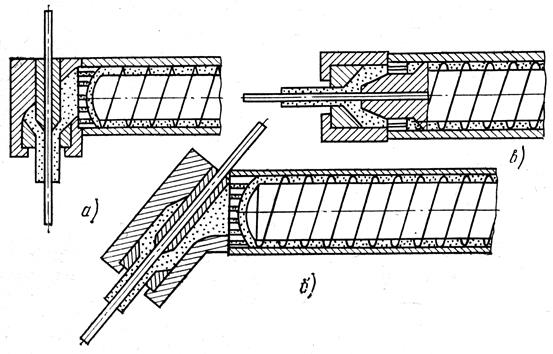
Упрощенные схемы экструдеров:
а) прямоугольный;
б) косоугольный;
в) прямоточный.
Имеет применение также косоугольная головка. Ее ось расположена под углом 40 — 60° к оси червяка, что выравнивает путь расплава полимера, поступающего из цилиндра экструдера в зону формующего инструмента. В этом ее некоторое преимущество перед прямоугольной головкой, в которой поток испытывает поворот на 90°, что затрудняет центровку изоляции на жиле. Однако, для того чтобы выполнить косоугольную головку откидной, приходится увеличивать ее объем, в том числе и объем каналов прохождения расплава. Это связано с возможностью образования так называемых «мертвых» зон в головке, в которых скорость полимера близка к нулю, что, в свою очередь, приводит к перегреву и разложению полимера и получению недоброкачественной изоляции.
Прямоточные экструдеры обеспечивают наиболее благоприятное течение расплава полимера из цилиндра к формующему инструменту. В этом случае не наблюдается поворота слоев полимера на большие углы, и это обеспечивает равномерное по толщине наложение изоляции. Однако при этом дорн располагается на вращающемся червяке, что существенно затрудняет заправку жилы и чистку головки. По этой причине прямоточные головки в кабельной промышленности не применяются, а используются в тех экструдерах, где нет необходимости во внутреннем отверстии дорна для прохождения жилы. Например, для экструзии полимерных плёнок, нитей и т.п.

Схема экструдера с двумя червяками.
Экструдеры обычно выполняются с цилиндром, в котором расположен один червяк. Однако существуют конструкции экструдеров, у которых в цилиндре расположены два червяка, оси которых параллельны, а выступы нарезки одного червяка входят во впадины другого. Такая конструкция способствует лучшей пластикации и переработке материала.
Для одновременного наложения двух или трех слоев на кабельную заготовку используются сдвоенные или строенные экструдеры. В этих агрегатах обычно различные материалы (для изоляции, экрана, оболочки) последовательно накладываются в одной общей головке. До поступления в общую головку материал каждого слоя перерабатывается в отдельном экструдере совместная работа которых синхронизирована.
При двухслойном наложении материала применяются так называемые V- или Т-образные агрегаты. Оси червяков первых расположены под углом 30-40° друг к другу, вторых — направлены навстречу.

схема T-образного экструдера.
схема V-образного экструдера.
Экструдеры для двух- и трехслойного наложения изоляции, экранов и оболочек применяются обычно для производства силовых и высоковольтных кабелей с пластмассовой или резиновой изоляцией. Для производства большинства кабелей и проводов с пластмассовой или резиновой изоляцией применяются одночервячные экструдеры с прямоугольной головкой.
Различаются эти экструдеры диаметром червяка, который является их основным техническим параметром.
Дата добавления: 2015-11-26; просмотров: 3075;