Основные узлы агрегатов непрерывной вулканизации
Наиболее часто применяются в экструдерах АНВ прямоугольные головки. Внутренние полости в головке имеют, возможно меньший объем и плавные переходы. Это необходимо для предотвращения задержки потока резиновой смеси и ее перегрева и преждевременной вулканизации. Перед матрицей в головке помещают специальное кольцо, имеющее разные отверстия для прохода резиновой смеси. Так как поток в прямоугольной головке, переходя из цилиндра в матрицу, испытывает поворот на 90°, то необходимо выровнять давление в матрице, которое может быть неравномерным из-за прохождения разными частями потока разных по длине путей при повороте. Выравнивание давления достигается тем, что меньшие отверстия в кольце (т. е. большее сопротивление потоку) располагаются на пути тех участков потока смеси, которые проходят меньший путь. Этим обеспечивается лучшая концентричность накладываемого слоя резины.
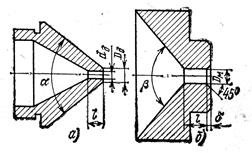
Формующий инструмент для наложения резиновой изоляции и оболочки на ЛКНВ. а — дорн; б — матрица.
Устройство головки в экструдерах АНВ таково, что имеется возможность смещать относительно друг друга дорн и матрицу в плоскости, перпендикулярной их осям. Для этого служат специальные регулировочные болты. Это дает возможность регулировать концентричность накладываемого слоя резиновой смеси.
Заправочная камера служит для герметичного соединения головки экструдера с вулканизационной камерой. Она представляет собой цилиндр, внутри которого расположена выдвижная телескопическая труба. С одной стороны труба может плотно соединяться с головкой экструдера, а с другой — в месте входа в цилиндр — имеется специальное уплотнение. Наличие такой подвижной трубы позволяет с помощью специального устройства (зубчатая рейка со штурвалом) открывать заправочную камеру при неработающем экструдере и осуществлять заправку АНВ.
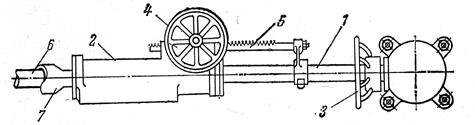
Входной затвор АНВ (заправочная камера).
1 — подвижная телескопическая труба;
2 — цилиндр заправочной камеры;
3 — штурвал запирающего механизма;
4 — маховичок с шестеренкой;
5 — зубчатая рейка;
6 — вулканизационная камера;
7 — паровая рубашка.
Вулканизационная камера представляет собой длинную трубу, состоящую из нескольких звеньев — высокопрочных стальных труб диаметром 75 — 250 мм. Одним концом вулканизационная камера соединяется с заправочной камерой, другим через паровой (промежуточный) затвор — с охлаждающей камерой.
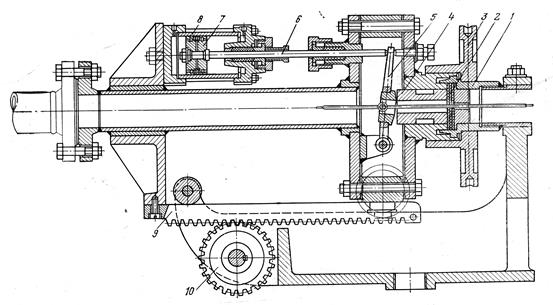
Промежуточный паровой затвор.
1 — концевая втулка с заплечиками для штурвала;
2 — резиновая прокладка;
3 — штурвал для соединения вулканизационной камеры с затвором;
4 — нажимная втулка;
5 — рычаг давления на нажимную втулку;
6 — шток пневматического цилиндра;
7 — поршень цилиндра;
8 — пневматический цилиндр;
9 — зубчатая рейка;
10 — шестерня для открывания затвора.
К входу вулканизационной камеры подводится труба с подаваемым насыщенным паром для нагрева слоя резины и его вулканизации, на выходе камеры имеется отводная труба для удаления воды (конденсата), образовавшейся при отдаче тепла паром изоляции или оболочке. Коэффициент теплоотдачи от насыщенного пара к изоляции примерно в 1,5 раза выше, чем от горячей воды. Поэтому необходимо удалять из камеры образующийся конденсат. Для этой цели камера имеет уклон (0,3—0,5 см на 1 м длины) для стока конденсата.
Для лучшей теплоизоляции вулканизационной камеры, предотвращающей увеличение расхода пара и снижение скорости вулканизации из-за уменьшения температуры, используются паровые рубашки или индукционный обогрев трубы. Паровая рубашка образуется за счет размещения поверх вулканизационной камеры теплоизолированных труб большего диаметра. В промежуток между этими трубами подается пар обычно того же давления, что и в вулканизационную камеру. При индукционном нагреве на вулканизационную трубу накладывается теплоизоляция и обмотка из провода с нагревостойкой изоляцией. Обмотка разбита по длине трубы на несколько секций, подключенных к сети самостоятельно. По обмотке пропускается переменный ток, создающий в толще трубы переменное магнитное поле. За счет потерь на вихревые токи и перемагничивание стальная труба нагревается. Температура нагрева контролируется и регулируется автоматически путем отключения или подключения данной секции к сети при отклонении температуры от заданного значения.
Так как при нагреве вулканизационная камера значительно удлиняется, то она неподвижно прикреплена лишь с одной стороны — к станине заправочной камеры. На остальных опорах камера лежит свободно на катках.
Паровой затвор обеспечивает, с одной стороны, свободное прохождение изолированного провода или жилы кабеля из вулканизационной камеры в охлаждающую, с другой — предотвращает выход из вулканизационной камеры пара, находящегося под высоким давлением. Это осуществляется путем применения ряда резиновых и стальных эластичных прокладок, имеющих отверстия для прохождения кабеля или провода. При закрывании затвора нажимным устройством создается продольное усилие и сжимаются резиновые прокладки, плотно обжимающие проходящую через затвор изолированную жилу.

Концевой затвор
Охлаждающее устройство представляет собой трубу длиной в несколько метров и того же диаметра, что и вулканизационная камера. Один конец ее соединен с подвижной частью парового затвора, другой с концевым водяным затвором. Давление воды в охлаждающей камере при наличии парового затвора поддерживается не менее 0,8 МПа. Это необходимо во избежание большого перепада давления между внутренними и наружными слоями изолированной жилы. В противном случае воздух, находящийся в промежутках между отдельными проволоками гибких жил или между жилой и изоляцией под высоким давлением (до 2 МПа), может выйти наружу при переходе из вулканизационной камеры в охлаждающую и резком снижении давления. В результате могут образоваться вздутия, прорывы или пористость изоляции.
В некоторых случаях в АНВ применяются охлаждающие устройства с холодной водой, находящейся под тем же давлением, что и пар в вулканизационной камере. В конце охлаждающей камеры размещен концевой водяной затвор, устройство которого сходно с паровым затвором.
В ряде ЛКНВ для дополнительного охлаждения имеется открытый желоб с проточной водой. При наложении резиновой изоляции для удаления остатков воды с поверхности применяют обдувочное устройство. В нем струя воздуха давлением до 0,4 МПа направлена навстречу изолированной жиле.
Тяговое устройство АНВ должно обеспечивать большие усилия для протягивания кабеля или провода через все узлы линии. Тяговые устройства бывают колесного и гусеничного типов. Для увеличения силы трения между поверхностями тягового колеса и изолированной жилы или оболочки и для уменьшения возможности проскальзывания применяют не одно, а два колеса, причем изолированная жила огибает их несколько раз. Применяются также колеса с трапециевидным желобом, в который уложен провод или кабель для увеличения поверхности трения, и с клиновидным по форме желоба ремнем, прижимающим их к желобу. Для кабелей большого диаметра применяются тяговые механизмы гусеничного типа.
Натяжной механизм устанавливается перед экструдером и служит для поддержания постоянного натяжения кабеля или провода в вулканизационной камере. Это натяжение должно поддерживаться постоянным и согласованным с натяжением тягового механизма. Натяжные механизмы также бывают колесного и гусеничного типов.
Отдающее и приемное устройства должны обеспечивать непрерывную работу АНВ без остановок на заправку и съем продукции, а также равномерность схода заготовки с отдающего устройства и приема кабеля или провода на приемное устройство. Токопроводящие жилы поступают на АНВ в бухтах, контейнерах или на барабанах. Заготовки для наложения оболочек поступают на барабанах. Бухты или контейнеры устанавливаются вблизи экструдера, конец жилы одного контейнера или бухты заранее сваривается с началом жилы другого контейнера. Жилы, поступающие на металлических барабанах, устанавливаютсй в сдвоенное безынерционное отдающее устройство. Применяются также сдвоенные отдающие устройства с устройством для торможения барабанов. Приемные устройства выполняются сдвоенными, причем процесс намотки, перевода изолированной жилы с заполненного на свободный барабан и разрезка жилы осуществляются обычно автоматически.
Проверка конструктивных размеров элементов кабеля, толщин изоляции, оболочки, наружных диаметров производится в соответствии с существующими нормами. Качество поверхности оболочек проверяется визуально. При этом на ней не должно быть проминов, вмятин, наплывов, выводящих толщину оболочки за предельные отклонения.
Дата добавления: 2015-11-26; просмотров: 1793;