Виды агрегатов непрерывной вулканизации
При использовании АНВ встречаются трудности, связанные с изолированием или шлангованием изделий, имеющих большую массу на единицу длины. Это вызвано тем, что при прохождении изделия в вулканизационной трубе оно имеет «точки опоры» в двух местах* головка червячного пресса и диафрагма в промежуточном затворе, соединяющем вулканизационную и охлаждающую камеры. Ввиду большой длины вулканизационной камеры кабель должен иметь определенное провисание под действием собственной силы тяжести.
Поэтому при прохождении в вулканизационной камере кабель касается ее внутренней поверхности, что приводит к образованию поверхностных дефектов («зализы») еще не вулканизованной резины.
Во избежание этого явления применяются наклонные и в вертикальные АНВ.
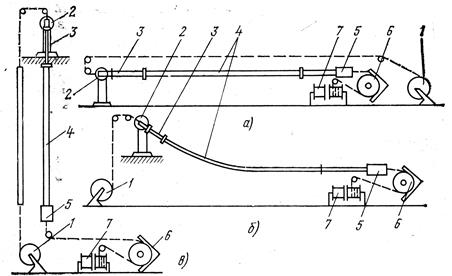
Схема расположения основных узлов ЛКНВ (а), НЛКНВ (б) и ВЛКНВ (в).
1 — отдающий барабан;
2 — экструдер;
3 — входной затвор;
4 — вулканизационная камера;
5 — выходной затвор;
6 — тяговое устройство;7 — приемное устройство.
У наклонных АНВ форма вулканизационной камеры имеет вид естественной кривой провисания опрессовываемого изделия. При правильно выбранном натяжении получается поверхность изделия без «зализов».
Однако поддержание заданного натяжения, особенно для кабелей с малым сечением токопроводящей жилы, представляет трудности.
Более удобны в эксплуатации АНВ вертикального типа, но их сооружение связано со значительными затратами.
Весьма эффективными являются АНВ наклонного типа для наложения двухслойной изоляции. Они применяются для изготовления высоковольтных кабелей с резиновой изоляцией. На этих агрегатах накладываются слои полупроводящей и изоляционной резины за один проход при помощи сдвоенных червячных прессов, которые имеют два цилиндра и одну общую головку.
Двухслойное опрессование целесообразно применять для изготовления кабелей со значительной радиальной толщиной изоляции. Поэтому такое опрессование применяют в основном на АНВ наклонного и вертикального типов.
Дата добавления: 2015-11-26; просмотров: 2496;