Рекомендации по выбору размеров.
Анализ зависимости  показывает, что коэффициент
показывает, что коэффициент  (а, следовательно, и поддерживающая сила) достигает наибольшего значения при
(а, следовательно, и поддерживающая сила) достигает наибольшего значения при  .
.
Эту величину и следует выбирать при проектировании опор, рассчитанных на работу в условиях только жидкостного трения.
Однако, для направляющих станков, работающих в широком диапазоне скоростей, необходимо иметь в виду, что при низких скоростях работа происходит в условиях смешанного трения, при котором часть нагрузки воспринимают непосредственно соприкасающиеся параллельные участки опор; поэтому значение К следует выбирать ниже оптимального:  .
.
Для каждого значения  коэффициент имеет наибольшую величину при
коэффициент имеет наибольшую величину при
 ;
;
поэтому глубину клинообразующих скосов нужно брать равной  .
.
Для опоры заданной площади наибольшая способность обеспечивается при соотношении
 .
.
Основной нагрузкой на направляющие в продольно-строгальных и карусельных станках является вес стола (планшайбы) и заготовки; размеры заготовки при ее максимальном весе приближаются обычно к размеру стола (планшайбы). Поэтому полная поддерживающая сила  на направляющих стола или планшайбы при числе опор i принимается равной сумме поддерживающих сил всех опор, т.е.
на направляющих стола или планшайбы при числе опор i принимается равной сумме поддерживающих сил всех опор, т.е.  , считая, что нагрузка распределяется между опорами равномерно. В случае наклонной грани направляющей
, считая, что нагрузка распределяется между опорами равномерно. В случае наклонной грани направляющей  , где
, где  — угол наклона грани направляющей к горизонтальной плоскости.
— угол наклона грани направляющей к горизонтальной плоскости.
При необходимости можно для карусельных станков учитывать действие опрокидывающего момента от сил резания, несимметричности заготовки и т. д., вычисляя поддерживающую силу на направляющих по формуле, полученной из условия равновесия планшайбы:
где М — опрокидывающий момент в к Г мм; D и De — наружный и внутренний диаметры направляющих в мм.
Назначая наименьшую расчётную толщину масляного слоя  , следует учитывать микро- и макронеровности рабочих поверхностей направляющих и их температурные и упругие деформации.
, следует учитывать микро- и макронеровности рабочих поверхностей направляющих и их температурные и упругие деформации.
Для направляющих карусельных станков большое значение имеют температурные деформации планшайбы и основания, вызывающие взаимный поворот на угол  контактирующих поверхностей в радиальном сечении.
контактирующих поверхностей в радиальном сечении.
В качестве критической условно принимается толщина масляного слоя в среднем сечении направляющих:
где  = 0,01…0,02 мм — наименьшая толщина масляного слоя у кромки направляющих.
= 0,01…0,02 мм — наименьшая толщина масляного слоя у кромки направляющих.
В случаях трудности расчета практически можно принимать значения  , полученные экспериментально на карусельном станке с диаметром планшайбы 3000 мм: при температуре направляющих до 40° С = 0,07…0,08 мм; при температуре от 40 до 70—80° С = 0,09…0,11 мм. Можно ожидать, что для станков с диаметром планшайбы 5000—7000 мм величины будут выше на 30—50%.
, полученные экспериментально на карусельном станке с диаметром планшайбы 3000 мм: при температуре направляющих до 40° С = 0,07…0,08 мм; при температуре от 40 до 70—80° С = 0,09…0,11 мм. Можно ожидать, что для станков с диаметром планшайбы 5000—7000 мм величины будут выше на 30—50%.
Для направляющих продольно-строгальных станков, у которых условия теплоотдачи лучшие, а скорость скольжения меньше, чем у карусельных станков, температурные деформации большого значения не имеют. Более существенными являются отклонения от прямолинейности по длине направляющих, обусловленные неточностью изготовления и установки станины. При отклонениях по нормам точности по ГОСТу 35—54 и суммарной величине микронеровностей 0,02 мм  имеет ориентировочно следующие значения, принятые с коэффициентом запаса 1,25:
имеет ориентировочно следующие значения, принятые с коэффициентом запаса 1,25:
| Длина стола, м | 
| 
| 
| 
|
| , мм
| 0,06 | 0,08 | 0,08 | 0,10 |
Величина должна уточняться по мере накопления расчетных и экспериментальных данных.
Обычно принимают  мм.
мм.
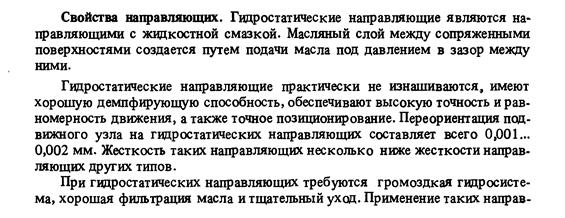
Варианты исполнения смазочных канавок
В соответствии с нормалью станкостроения Н20-6 для направляющих прямолинейного движения рекомендуется следующие варианты исполнения смазочных канавок.
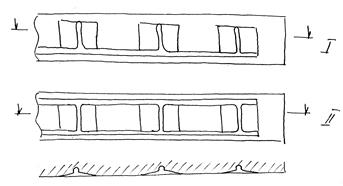
Исполнение I рекомендуется для В=(40…140) мм, исполнение II – при В=(150…300) мм.
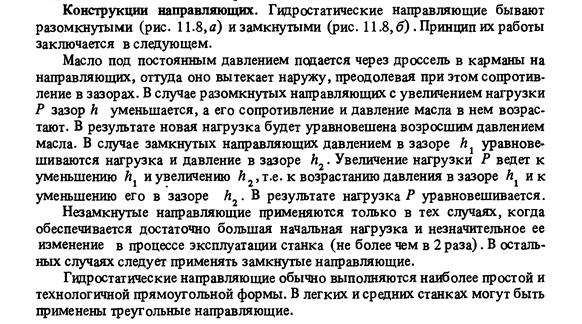
Смазочные канавки и скосы выполняют только на необнажаемых участках одной из двух сопряжённых поверхностей трения. Подвод смазки желательно, если это не вызывает конструктивных трудностей, производить со стороны узла, направляющие которого не обнажаются и на которых имеются смазочные канавки.
Клинообразные скосы, примыкающие к каждой смазочной канавке на направляющих, выполняются шабрением после окончания шабрения направляющих.
Преимущества гидродинамических направляющих:
- минимальное изнашивание;
- высокие демпфирующие свойства;
- плавность движения;
- простота конструкции.
Недостатки:
- нарушение жидкостной смазки в периоды разгона и торможения подвижного узла;
- хорошо работают лишь при достаточно больших скоростях скольжения, которым соответствуют скорости главного движения (в продольно-строгательных, карусельных станках).
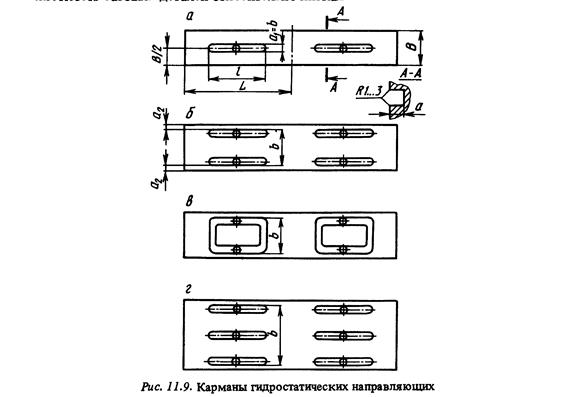
Тема 7.3. ГИДРОСТАТИЧЕСКИЕ НАПРАВЛЯЮЩИЕ
(трудоемкость – 2 часа)


Дата добавления: 2015-11-06; просмотров: 1200;