Основные методы контроля качества сварных соединений.
К качеству сварных соединений металлоконструкций ПТМ, особенно кранов, предъявляются весьма высокие требования. Современная техника располагает большим арсеналом средств и методов контроля качества. К основным из них относятся:
внешний осмотр швов с целью выявления трещин, непроваров, кратеров, подрезов, наплывов, раковин и других дефектов;
контроль геометрических параметров швов при помощи шаблонов, универсальных измерителей;
проверка швов на отсутствие внутренних дефектов (раковин, газовых пузырей, шлаковых включений, трещин, непроваров), выполняемая путем просвечивания сварных швов рентгеновскими и гамма-лучами (методы рентгено- и гаммаграфирования), использования ультразвука, применения магнитбо-графических методов обнаружения дефектов сварного шва, капиллярной цветной дефектоскопии.
Схемы установок для просвечивания сварных швов рентгено- и гамма-лучами радиоактивных веществ (кобальт — 60, цезий — 137, тулий — 170 и др.) показаны на рис. 71. В обеих схемах рентгеновские и гамма-лучи, проходя через сварной шов 3,в местах дефектов поглощаются слабее, что фиксируется на пленке 4.
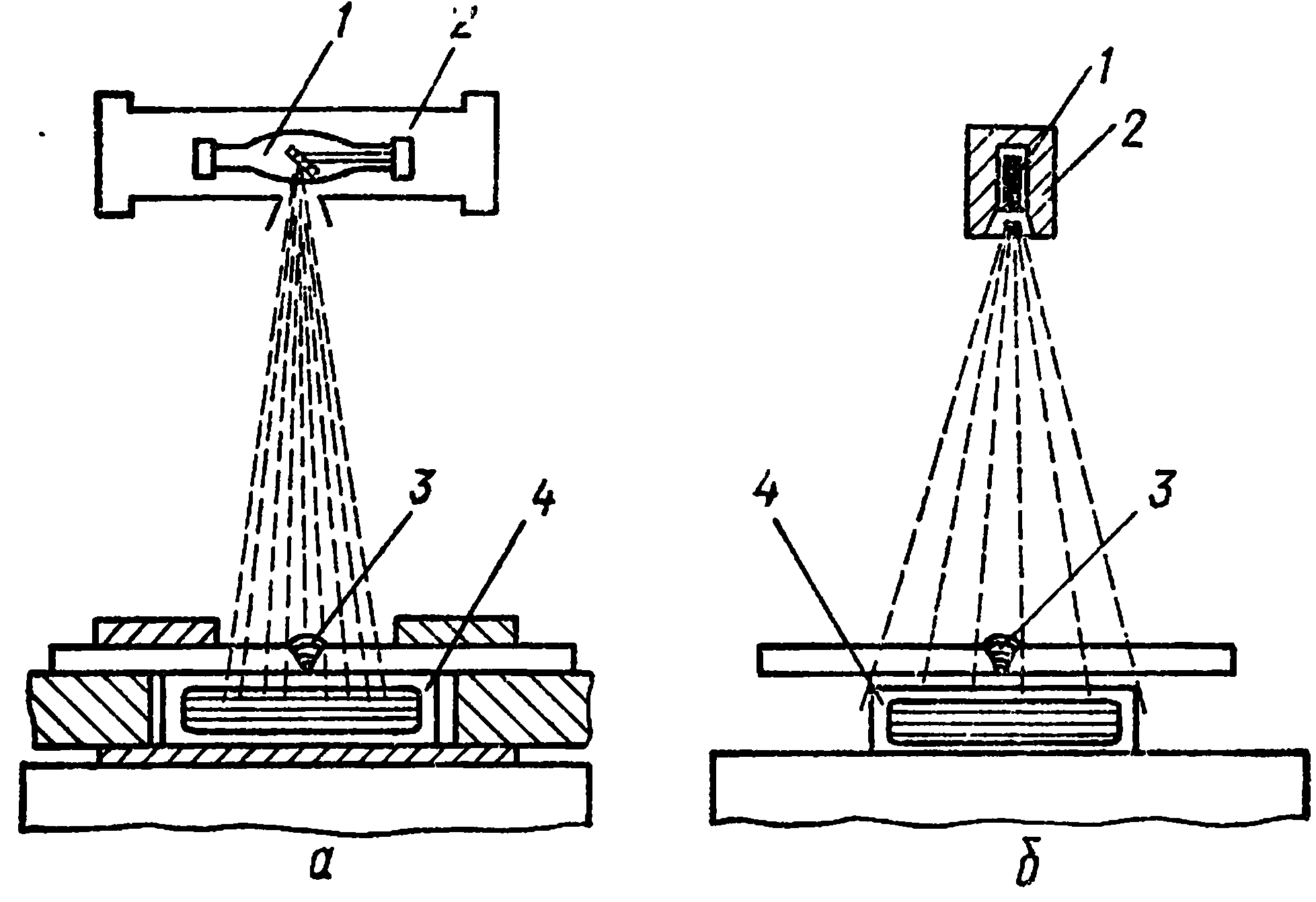
Рис. 71. Схемы просвечивания сварочного шва рентгеновскими (а) и гамма-лучами(б):
1 — лампы; 2 — контейнеры; 3 — сварной шов; 4 — пленка
Величина ослабления рентгеновского или гамма-излучения после прохождения через металл толщиной 8 определяется зависимостью [48]
где I0 — интенсивность падающих на контролируемый металл лучей;
µм — массовый коэффициент ослабления;
р — плотность металла (вещества), через который проходят лучи.
Источником рентгеновского излучения являются специальные лампы 1. Ампулы с радиоактивными препаратами и лампы помещают в контейнеры 2, изготовленные из свинца.
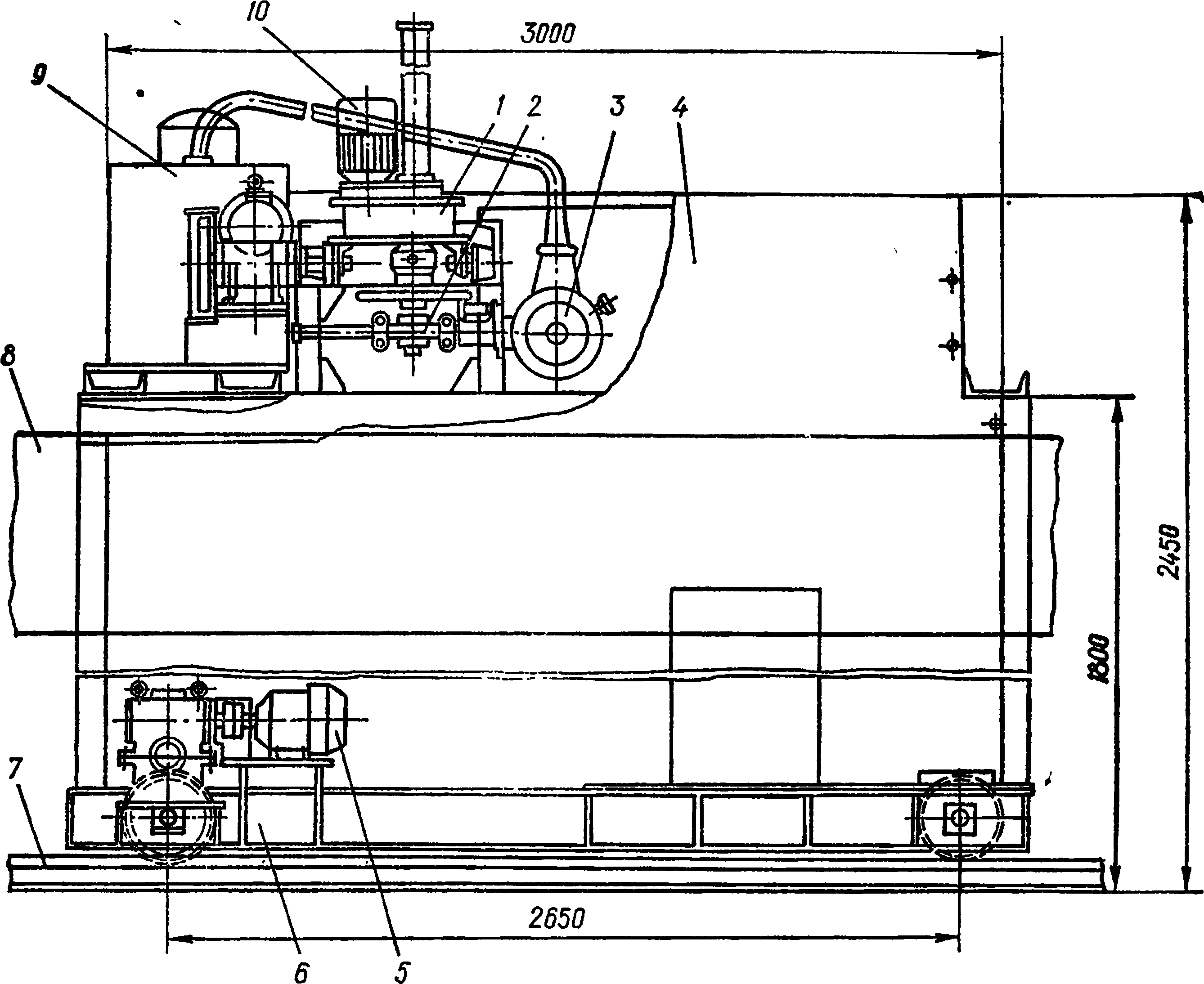
Рис. 72. Самоходная рентгеновская установка для контроля сварных швов:
1 — самоходная тележка; 2 — кронштейн; 3 — рентгеновская трубка; 4 — пластины; 5 —. механизм; 6 — портал; 7 — рельсы; 8 — балка; 9 — бак; 10 — двигатель [47]
Промышленная самоходная рентгеновская установка для контроля качества сварных швов главных балок мостов кранов (рис. 72) состоит из самоходного портала 6, приводимого в движение механизмом 5. На портале установлена самоходная тележка 1, с помощью которой осуществляется поперечное перемещение установленного на ней рентгеновского аппарата. Перемещение рентгеновской трубки 3 в вертикальной плоскости осуществляется при помощи винта, приводимого во вращение двигателем 10. Трубка закреплена на кронштейне 2, позволяющем сообщать ей также угловые перемещения. Портал движется по рельсам 7, между которыми на стеллаже уложена контролируемая балка 8. Для охлаждения трубки на портале установлен бак 9 с водой и насос. С целью предохранения обслуживающего персонала от воздействия рентгеновских лучей весь рентгеноаппарат укрыт свинцовыми пластинами 4.
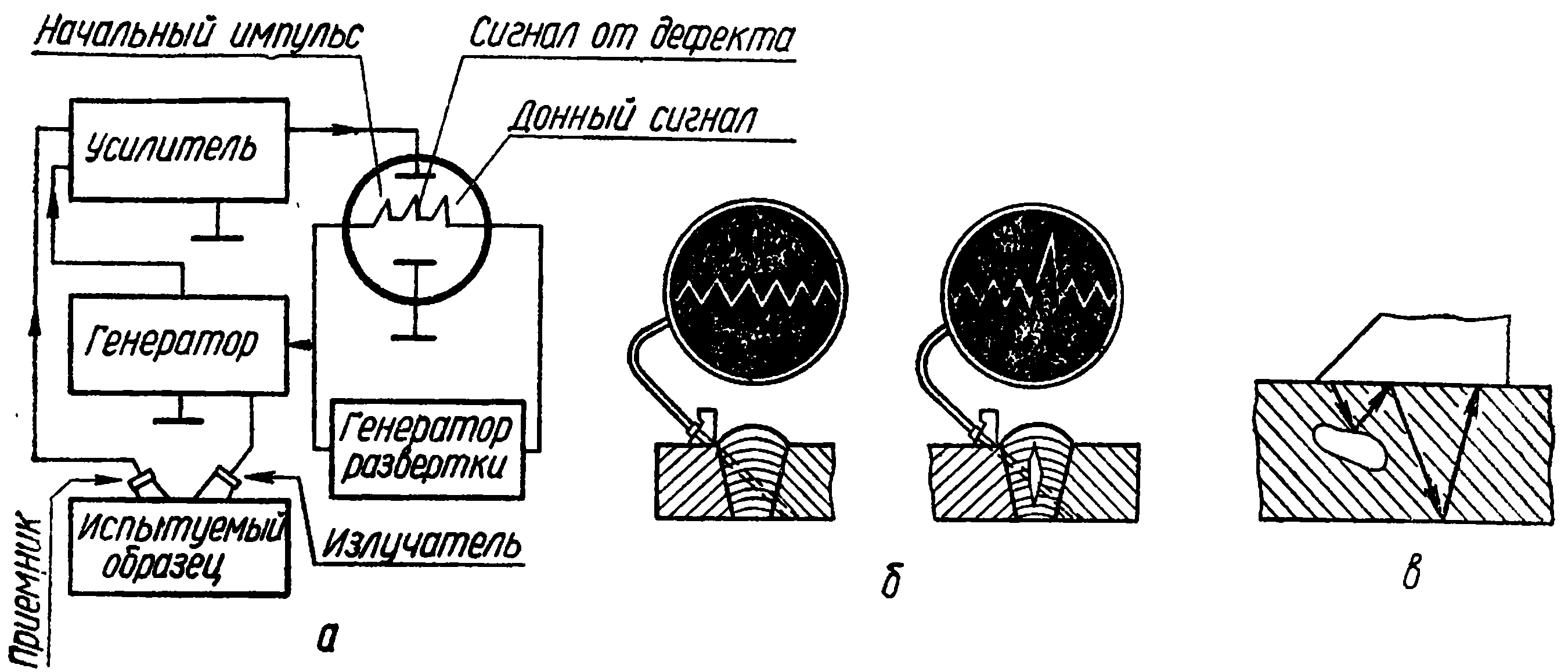
Рис. 73. Схемы к ультразвуковому методу контроля сварных швов:
а — общая схема установки; б — сигналы дефектоскопа; в — схема хода сигналов ультразвука в металле
Кроме того,при рентгенографировании посторонним лицам запрещается подходить к установке ближе чем на 10 м, о чем предупреждают световые сигналы. Скорость перемещения портала 8 м/мин, масса установки 3000 кГ.
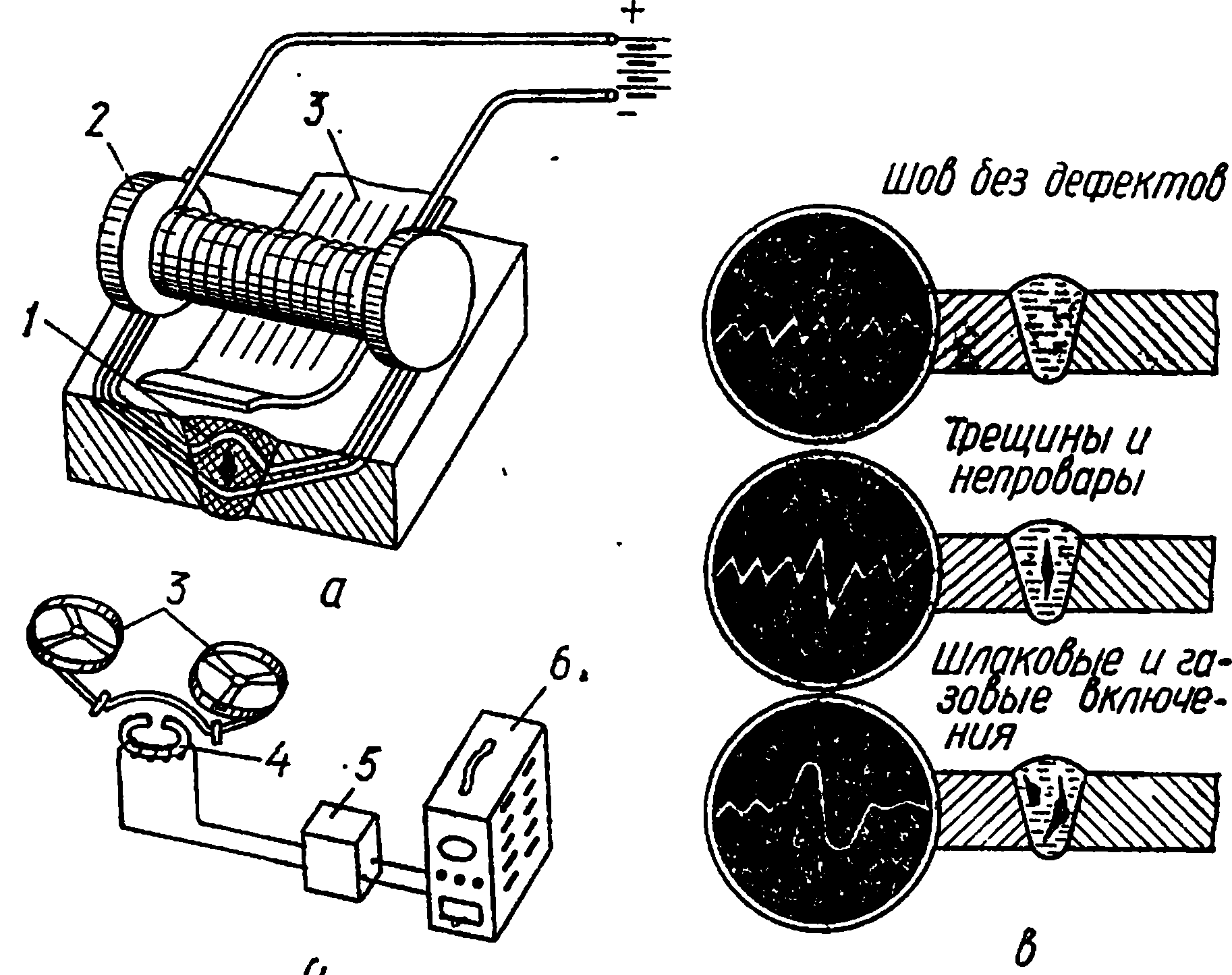
Рис. 74. Магнитно-графический метод контроля сварных швов:
1 — шов; 2 — электромагнит; 3 — ферромагнитная лента;
4 — аппарат; 5 — усилитель; 6 — осциллограф
' Ультразвуковой метод обнаружения внутренних дефектов металла (газовых пузырей, трещин, неприваров) основан на способности высокочастотных (свыше 20 000 гц) колебаний проникать в металл и отражаться от нижней плоскости («дна»), а также от поверхностей внутренних дефектов (рис. 73). Сигнал от «дна» приходит позже, чем сигнал от дефекта, что фиксируется в приемном устройстве искателя. Полученные сигналы преобразуются в электрические импульсы, которые затем передаются на экран. Отечественная промышленность выпускает ультразвуковые дефектоскопы типа ДУК-11ИМ, ДУК-1 ЗИМ и др.
Магнитно-графический метод контроля основан на различной магнитной проницаемости сплошного металла и металла с дефектом. При этом методе на сварной шов (рис. 74, а) наносится слой масла с примесью очень мелкого железного порошка. Передвигаемым электромагнитом 2 в металле наводятся магнитные силовые линии. Меньшая магнитная проницаемость в местах внутренних дефектов шва фиксируется на ферромагнитной ленте 3, которая затем устанавливается в аппарат 4 воспроизведения магнитной звукозаписи, соединенный с усилителем 5 и осциллографом 6. При пропускании ленты через аппарат на экране осциллографа возникают кривые, по характеру которых можно судить о характере дефекта шва.
Методы капиллярной цветной дефектоскопии основаны на свойстве пористых и дефектных участков металла всасывать в капилляры жидкости, обладающие высокой смачивающей способностью («Судан-IV») и окрашенные в яркий (темно-красный) цвет. При этих методах на зачищенную поверхность шва наносят слой цветной жидкости, затем жидкость удаляют, шов зачищают и на него наносят слой белой краски. Через некоторое время в местах дефектов появляются ярко-красные рисунки, соответствующие контурам дефектных мест.
ЛЕКЦИЯ№6
Глава VI
Дата добавления: 2015-10-29; просмотров: 2428;