Технология изготовления стрел портальных кранов.
Технологический процесс изготовления стрел в значительной мере зависит от их конструкций. Стрелы трубчатой конструкции изготавливают по рассмотренной раньше общей технологии. Технологический процесс изготовления стрел коробчатого сечения состоит из следующих этапов:
изготовление элементов (листов) верхнего и нижнего поясов и стенок;
сборка и сварка поясов и стенок;
сборка и сварка головной (передней) части стрелы;
сборка и сварка хвостовой части;
общая сборка и сварка.
Технологические операции, выполняемые на первых четырех этапах, аналогичны операциям, выполняемым при мелкосерийном производстве главных балок мостов и опор порталов.
Общая сборка стрелы производится на сборочном стенде (рис. 67). На настиле 1 стенда установлены рабочие площадки 16, 17, 18 и стойки 4 и 5. Кроме того, стенд оборудован передвижными площадками и упорами.
Сборка стрелы начинается с установки на подвижную опору 9 и неподвижную опору 10 головной части стрелы. После натяжения струны 19 между стойками 15 и закрепления отвесов 20 устанавливают оправки в стойки 2 и 3. Оправки  400 С3 входят в полу- отверстия под ось головных блоков в головной части стрелы и фиксируют ее положение на стенде. Аналогично с помощью тележки 12 на стенд устанавливается хвостовая часть стрелы и фиксируется при помощи оправок 360 С3 в стойках 4 и 5. После разметки стыковых швов пята стрелы лебедкой 14 выдвигается со стенда и производится обрезка припуска и разделка швов, затем хвостовая часть стрелы возвращается в исходное положение и сваривается. Корпусы подшипников устанавливают на стрелу по оправкам
400 С3 входят в полу- отверстия под ось головных блоков в головной части стрелы и фиксируют ее положение на стенде. Аналогично с помощью тележки 12 на стенд устанавливается хвостовая часть стрелы и фиксируется при помощи оправок 360 С3 в стойках 4 и 5. После разметки стыковых швов пята стрелы лебедкой 14 выдвигается со стенда и производится обрезка припуска и разделка швов, затем хвостовая часть стрелы возвращается в исходное положение и сваривается. Корпусы подшипников устанавливают на стрелу по оправкам
360 С3 и 250 Ш4 в стойках 6, 7, 8, 11, 13 и приваривают.
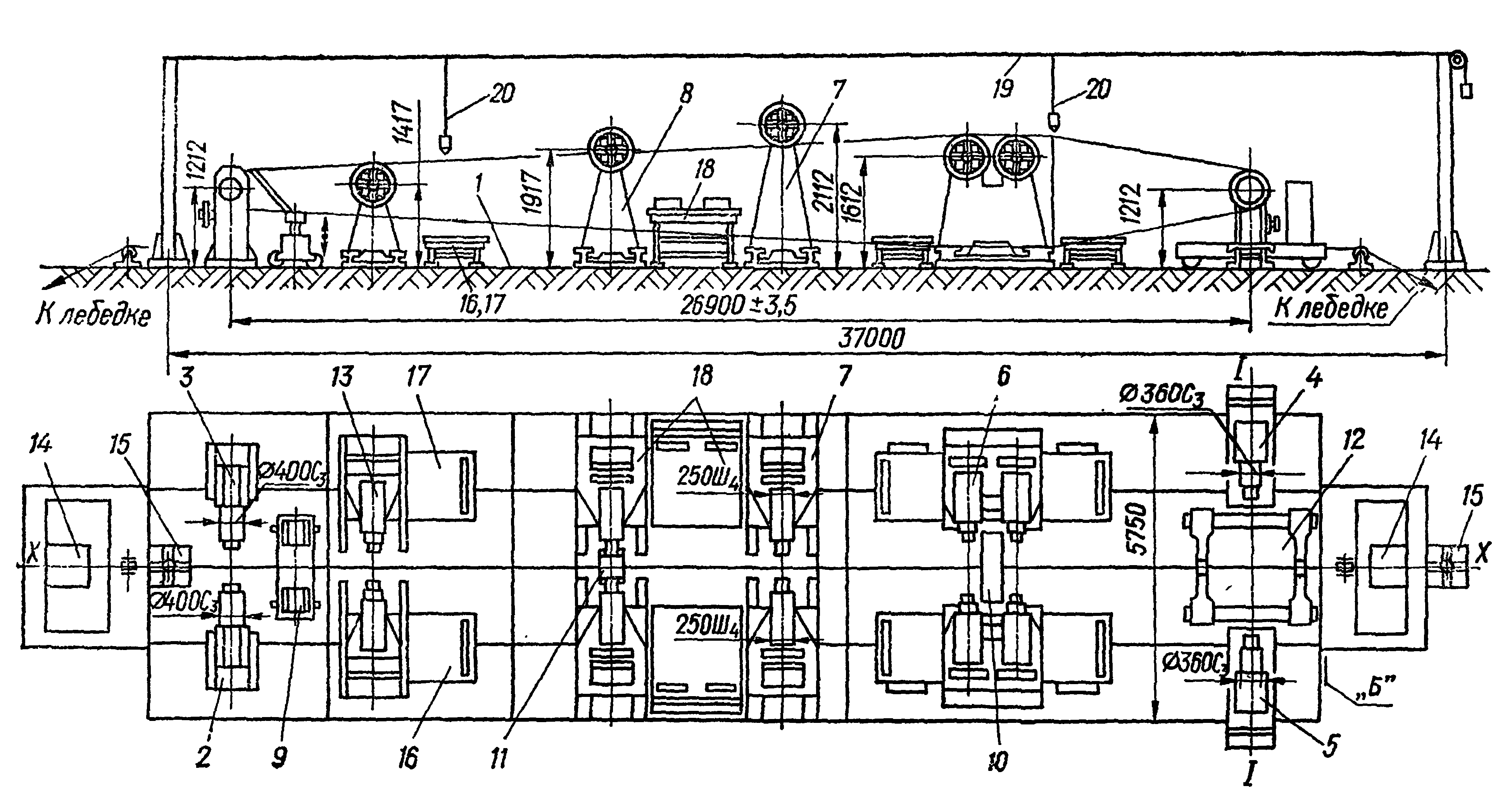
Рис. 67. Стенд для сборки стрел портальных кранов:
1 — настил; 2 — 8, 11, 13, 15 —стойки; 9 — подвижная опора; 10 — неподвижная опора; 12 — тележка; 14 — лебедка; 16, 17, 18 — рабочие площадки; 19 — струна; 20 — отвесы [18]
Дата добавления: 2015-10-29; просмотров: 2127;