Технологический процесс изготовления (сборки) мостов мостовых кранов.
Технологический процесс изготовления мостов мостовых кранов состоит из сборки и соединения главных и концевых балок, установки и закрепления подтележечных рельсов, перил и поручней.
У кранов общего назначения концевые балки подаются на сборку вместе с установленными в них ходовыми колесами. У кранов с балансирной системой собирается только металлоконструкция моста, а балансиры подводятся под мост при общей технологической сборке крана.
При поточном производстве мостовых кранов главные и концевые балки моста собирают на стапеле, что позволяет в 2,5—3 раза повысить производительность труда рабочих и выпустить до 110— 120 кранов в месяц, а также повысить точность сборки мостов.
Стапель (рис. 61) состоит из двух частей: неподвижной 2 и подвижной /, что позволяет собирать мосты с различной длиной пролета L, устанавливаемой по размеченным рельсам 3. Ходовые колеса крана крепятся в базовых каретках 4 и передвигающихся каретках 5, что дает возможность собирать мосты с различными базами В. Каретки 5 передвигаются при помощи винтов 7 по направляющим 6. Колеса закрепляются в каретках упорами 8, 9, 11 и прижимами 10.
После проверки правильности соединения главных балок с концевыми, необходимой регулировки и правки производится прихватка, а затем и.приварка концевых балок к главным. В соответствии с конструкцией узла соединения балок устанавливаются усиливающие косынки и ребра.
Мост со стапеля снимается краном, подается на продольные тележки сборочной площадки, где на него устанавливается механизм передвижения крана.
Концевые балки в процессе изготовления соединяются по монтажным стыкам 12 технологическими болтами. После сборки мост маркируется, и монтажные стыки разъединяются. В результате получают два полумоста, которые транспортными тележками перевозятся в цех окраски и сушки, а оттуда — на склад готовой продукции.
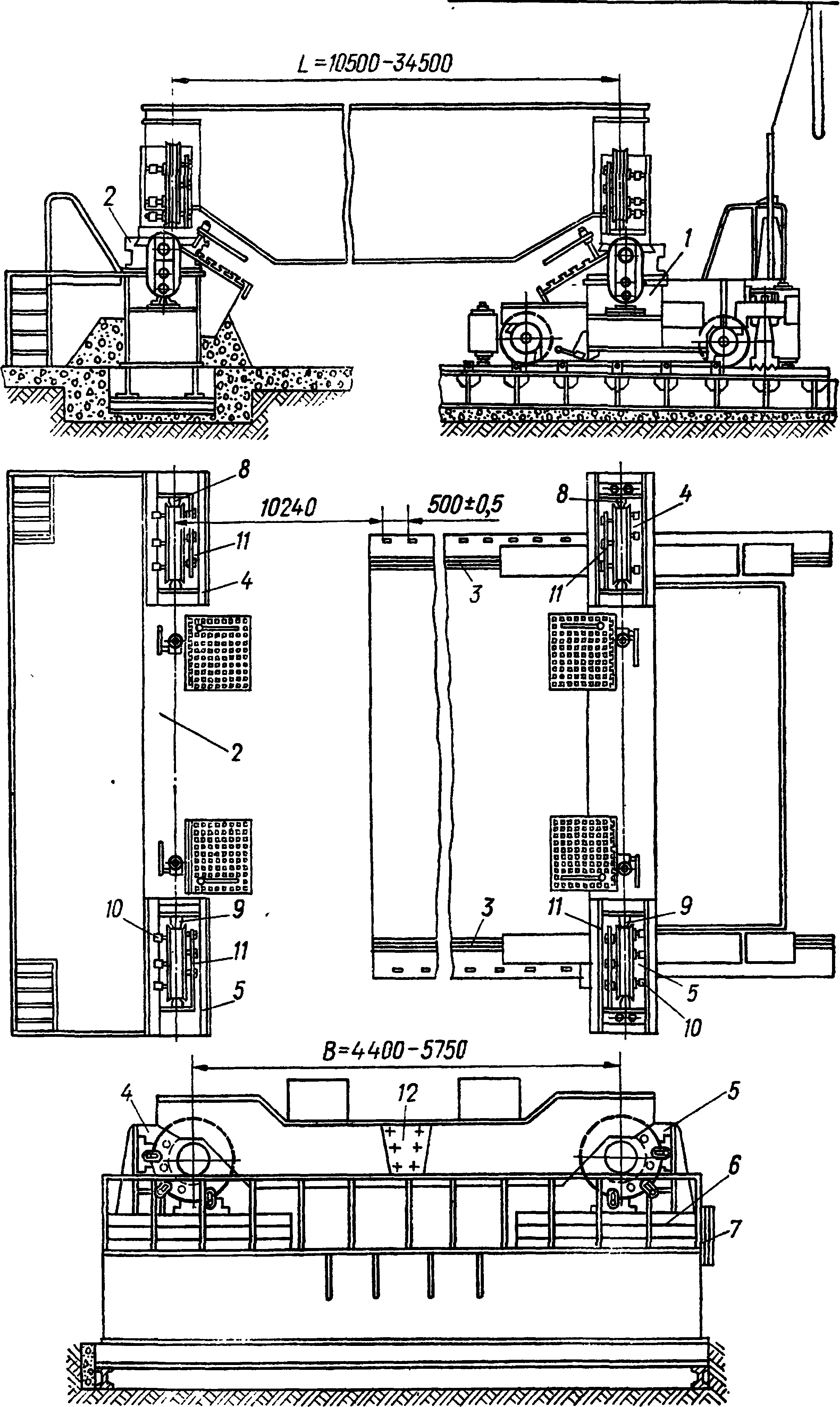 Рис. 61. Сборка мостов кранов на стапеле:
Рис. 61. Сборка мостов кранов на стапеле:
1— подвижная часть стапеля; 2 — неподвижная часть стапеля; 3 — рельсы; 4 — базовые каретки; б — передвигающиеся каретки; 6 — направляющие; 7 — винты; 8, 9, 11— упоры; 10— прижимы; 12— монтажные стыки [18]
Дата добавления: 2015-10-29; просмотров: 2896;