Технология изготовления концевых балок мостовых кранов.
Концевые балки мостовых кранов имеют коробчатое сечение и делаются из листового проката. Технология их изготовления и виды применяемой оснастки в значительной мере зависят от характера производства.
При мелкосерийном производстве концевых (и других) балок используют простейшие приспособления: столы, плиты, стенды, прижимные струбцины. Элементы балок устанавливают по разметке, прихватывают электросваркой и проверяют правильность сборки.
На первом этапе изготовления концевой балки мостового крана общего назначения (рис. 55, а) заготовки вертикальных стенок
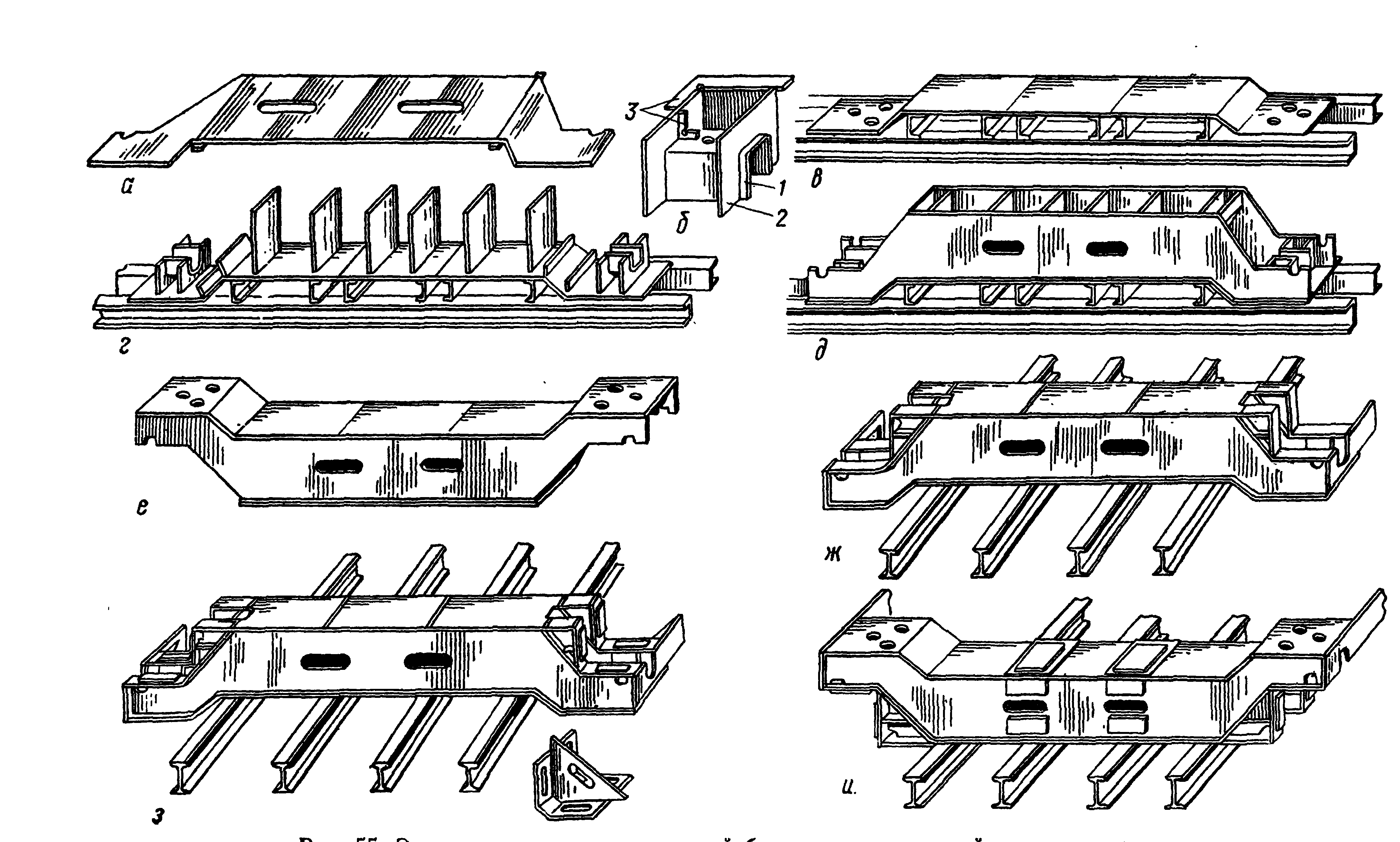
Рис. 55. Эскизы изготовления концевой балки при мелкосерийном производстве:
1—гнутая полоса; 2 —диафрагма; 3 — угольники [18]
(листов) концевой балки сваривают встык. Для этого листы укладывают на стенд, выверяют их взаимное положение и прижимают струбцинами к стенду. После прихватки листов электросваркой « вторичной проверки правильности сборки производится сварка листов, зачистка сварочных швов и проверка их качества методами гаммаграфирования, рентгено- или ультразвуковой дефектоскопии.
На втором этапе (рис. 55, б) производится сборка узлов концевых диафрагм и гнутых полос. С этой целью гнутая полоса 1 устанавливается на плите стенда, размечаются места установки диафрагм 2 и устанавливаются диафрагмы. Правильность установки проверяется с помощью угольников 3. После прихватки свариваемых элементов и повторной проверки производится полная сварка узлов.
Третий этап выполняется в несколько приемов:
1. Сборка с прихваткой электросваркой листов верхнего пояса (рис. 55, в).
2. Установка и приварка диафрагм к верхнему листу (поясу) концевой балки (рис. 55, в), установка и прихватка вертикальных •стенок (рис. 55, д). Сварка производится на специальном стенде, позволяющем кантовать балку для сварки в нижнем положении (чтобы избежать вертикальных швов).
3. Разметка нижнего пояса, установка на нем балки, прихватка электросваркой и сверление по кондуктору отверстий в листах и накладках монтажных стыков (рис. 55, е).
4. Разметка и установка на балку концевых гнутых элементов, косынок и ребер, их прихватка электросваркой, проверка и приварка (рис. 55, ж).
5. Разметка, установка на балку и прихватка электросваркой платиков и монтажных стыков накладок, окончательная приварка платиков (рис. 55, з).
6. Сверление по кондуктору монтажных отверстий, установка в эти отверстия монтажных болтов (рис. 55, и).
При поточном производстве мостовых кранов концевые балки •изготавливаются на поточной линии, которая оборудуется механизированными стендами, кантователями, сборочными стапелями и специальной оснасткой. Схема и эскизы к выполняемым операциям на поточной линии производительностью 3400 концевых балок в год показаны на рис. 56 [18]. Заготовки вдоль линии транспортируются с помощью подвесных спаренных электроталей, имеющих специальные захваты.
На первом рабочем месте (рис. 56, а) производится сборка заготовок горизонтальных и вертикальных листов балки и сверление отверстий под болты монтажных накладок. Для сборки листов 5 используется специальный стенд 1, имеющий две тележки 2, механизм подъема 3 листов и фиксаторы 4. Накладки 6, размеченные под сверловку отверстий с помощью накладного шаблона, вместе с листами прижимаются к стенду пневмозажимом. Отверстия в накладках и листах сверлятся и развертываются радиально-сверлильным станком 8. После установки в отверстия чистых болтов собранные листы талями 10 подаются на стенд-накопитель 9.
На втором рабочем месте (рис. 56, б) производится сборка вертикальных стенок с верхним поясом балки. Верхний пояс укладывают на стенд 1 по упорам 4, размечают места установки диафрагм и с помощью тележки 2 устанавливают диафрагмы 5 и накладки 6, которые приваривают к верхнему листу полуавтоматической (шлаковой) сваркой.
Вертикальные стенки устанавливают на нижний лист при помощи подвижного портала 3, имеющего пневматические прижимные устройства, плотно прижимающие стенки к диафрагмам. После прихватки вертикальных стенок к диафрагмам и проверки качества сварки балки передаются на третье рабочее место.
На третьем рабочем месте (рис. 56, в) на балку при помощи приспособления 3 устанавливают платики под буксы, прихватывают угольники и сваривают стенки и диафрагмы. Для удобства выполнения внутренних нижних швов балка устанавливается на цепной кантователь 2 стенда 1. Угольники прижимаются к торцевым частям стенок при помощи прижимных устройств 4.
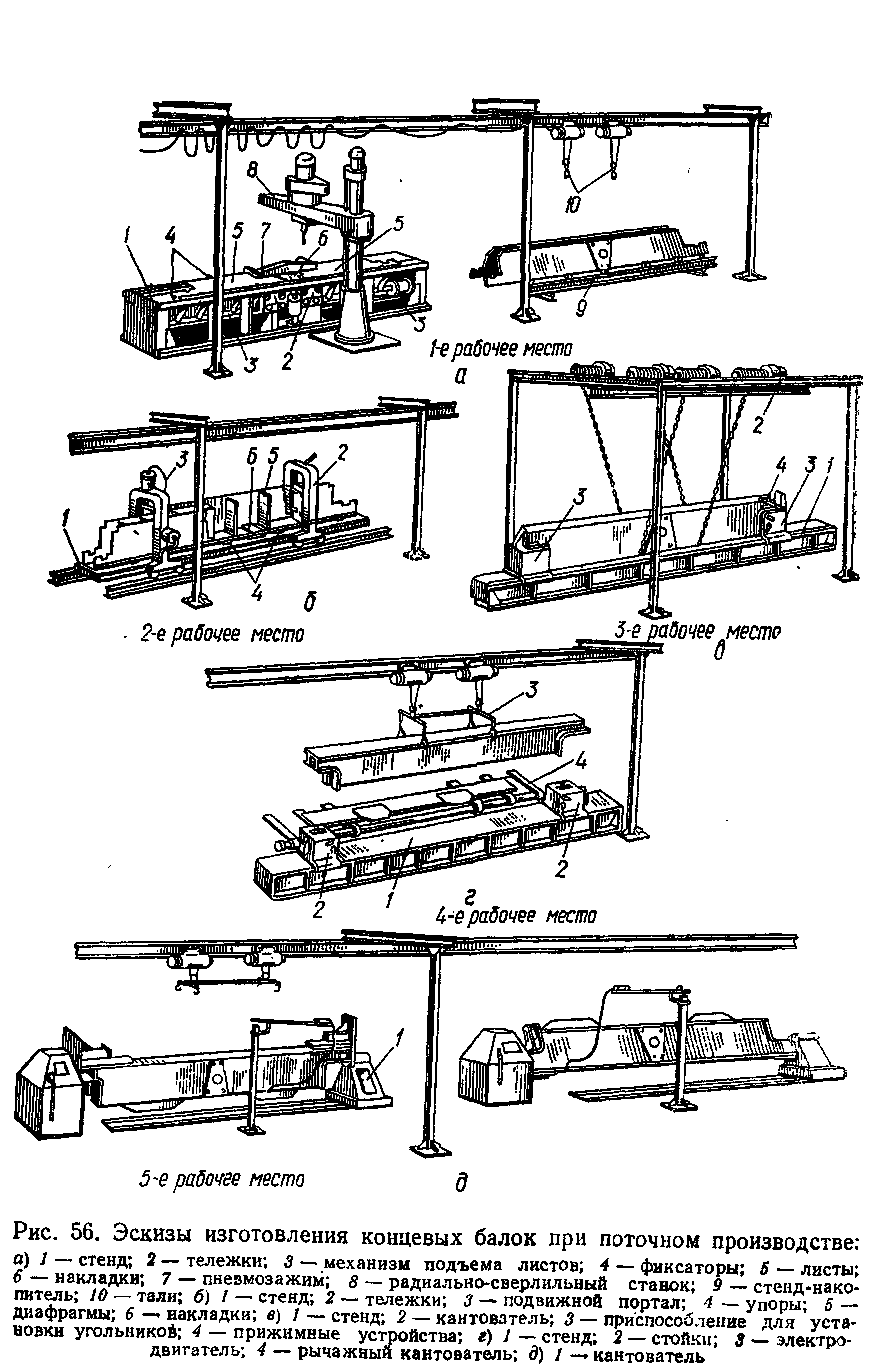
После прихватки угольников прижимные устройства снимают и угольники приваривают окончательно при положении балки, создающем условия для укладки нижних горизонтальных сварочных швов.
На четвертом рабочем месте (рис. 56, г) собирают балку с нижним поясом и устанавливают буфера на верхний пояс. С этой целью нижний пояс укладывают на рычажный кантователь 4 стенда 1, на пояс устанавливают и прихватывают электросваркой два гнутых листа и две планки. В таком виде нижний пояс укладывают кантователем на стол стенда. На этот пояс электроталями 3 устанавливается сваренная заготовка балки, которая крепится к стойкам 2, а пояс прижимается к заготовке гидроцилиндрами стенда и прихватывается к балке. Буфера устанавливают на верхний пояс и прихватывают электросваркой.
На пятом рабочем месте (рис. 56, д) листы соединяются при помощи полуавтоматической сварки в среде углекислого газа.
Для удобства сварки рабочее место оборудовано кантователем (рис. 57). Кантователь состоит из неподвижной тумбы 1 и тележки 5, на которых расположены передняя 2 и задняя 4 стойки. На шпинделях стоек установлены захваты 3, при помощи которых закрепляется свариваемая концевая балка. Благодаря подвижной тележке на стенде можно сваривать балки длиной от 5,3 м до 8,2 м. Кантователь позволяет сваривать все швы в нижнем положении.
На шестом рабочем месте на балку устанавливают буксы с ходовыми колесами, после чего балка в сборе передается на общую сборку моста крана.
Дата добавления: 2015-10-29; просмотров: 2450;