Бічний тиск і тертя об стінки прес-форми
Одним з бажаних результатів процесу отримання пресовок з порошків є отримання їх з рівномірно розподіленою щільністю (пористістю) по об'єму. Проте у багатьох випадках, особливо при односторонньому статичному пресуванні в прес-формах (рис.1) спостерігається нерівномірний її розподіл в пресовці. Так, у верхньому шарі пресовок, прилеглому до торця рухомого пуансона, щільність зростає від центру до периферії. У прошарках, прилеглих до бічних поверхонь, щільність зменшується у міру віддалення від місця прикладання навантаження. У нижньому прошарку, що прилягає до нерухомого пуансона, має місце розподіл щільності, протилежнний верхньому прошарку, тобто вона збільшується від периферії до центру (рис.4).
 Рисунок 4 – Схема розподілу щільності в пресовках при односторонньому пресуванні в циліндрових прес-формах (стрілками вказаний напрям зростання щільності)
Рисунок 4 – Схема розподілу щільності в пресовках при односторонньому пресуванні в циліндрових прес-формах (стрілками вказаний напрям зростання щільності)
|
Такий характер розподілу щільності в пресовках зумовлений проявом зовнішнього і внутрішнього тертя при пресуванні. До зовнішнього тертя відноситься тертя порошку об стінки матриці при його переміщенні в процесі ущільнення. Його виникнення зумовлене тим, що порошок при дії на нього тиском поводиться в деякій мірі подібно рідині, тобто прагне передати тиск рівномірно у всі сторони. В результаті виникає тиск на стінки прес-форми, який називається бічним.
Останнє зумовлює зовнішнє тертя, на подолання якого і витрачається частина тиску, що прикладається до порошку. В результаті, як було відмічено раніш, в пресовці в місцях, прилеглих до стінок матриці, у міру віддалення від місця прикладання навантаження спостерігається зменшення щільності.
Проте на відміну від рідини, в порошках спостерігається значна нерівномірність передачі тиску в різних напрямах. В результаті ступінь ущільнення порошку в цих напрямах не однаковий, а на бічні стінки прес-форми передається менший тиск, ніж у напрямі пресування, що зумовлене, в основному, наявністю внутрішнього тертя (тертя між частинками), ступенем деформації і іншими чинниками.
Бічний тиск і його залежність від тиску пресування має практичне значення при визначенні характеру розподілу тиску по висоті пресовок, а також для розрахунку прес-форм.
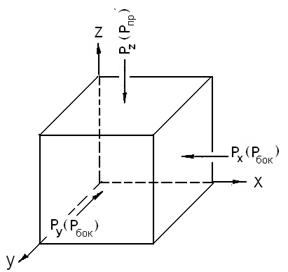
Розглянемо визначення залежності бічного тиску від тиску пресування, який запропонований Г.А. Меєрсоном і Р. Б. Котельниковим. Він заснований на припущенні, що матеріал, який ущільнюється, має властивості компактного матеріалу. Якщо в такому матеріалі, який ущільнюється, виділити елементарний куб (рис.5), то задача зводиться до визначення реакцій  и
и  за тиском
за тиском  , який викликає розширення кубика по вісях Х і У.
, який викликає розширення кубика по вісях Х і У.
|
| Рисунок 5 – Схема навантаження тіла в прес-формі (до визначення бічного тиску) |
Деформація прес-форми по осі Х, що позначається ∆X, складається з деформацій від дії сил , , . Деформації по осі X від дії цих сил позначимо відповідно. Приймаючи матрицю абсолютно жорсткої, деформацію ∆X можна, вважати рівною нулю.
 (1.1)
(1.1)
Визначаючи деформацію залежно від діючих сил, коефіцієнт Пуассона т модуля пружності , одержуємо
 , (1.2)
, (1.2)
де  - коефіцієнт Пуассона; Е - модуль пружності.
- коефіцієнт Пуассона; Е - модуль пружності.
Враховуючи те, що дорівнює тиску пресування  , а
, а  , вирішуємо рівняння (1.2) відносно
, вирішуємо рівняння (1.2) відносно  і одержуємо:
і одержуємо:
 . . (1.3)
. . (1.3)
Враховуючи, що 
де  - коефіцієнт бічного тиску, одержуємо
- коефіцієнт бічного тиску, одержуємо
 . (1.4)
. (1.4)
Тоді  , (1.5)
, (1.5)
а  . (1.6)
. (1.6)
Величина достатньо велика і складає 0,25–0,40. Коефіцієнт бічного тиску практично для всіх матеріалів зростає із збільшенням прикладеного тиску, щільності пресовки і залежить від фізичних характеристик порошку і, перш за все, від пластичності матеріалу порошку, його дисперсності і форми частинок. Так, для більшості порошкових матеріалів, що ущільнюються, коефіцієнт бічного тиску зростає із збільшенням тиску пресування і щільності пресовки. Це зумовлено тим, що із збільшенням тиску зменшується опірність зрушенню контактів між частинками. Така ж залежність спостерігається із збільшенням пластичності матеріалу порошку, який ущільнюється. Для твердих матеріалів коефіцієнт бічного тиску росте із збільшенням тиску пресування тільки у області структурної деформації, тобто при невеликому тиску. У області високого тиску збільшення його не призводить до зростання коефіцієнта бічного тиску. Властивості порошків, які сприяють збільшенню сили тертя між частинками (зменшення розміру частинок, складніша їх форма тощо) сприяють зменшенню коефіцієнта бічного тиску.
Залежності бокового тиску від властивостей порошків, пресовок та умов пресування згідно О.П. Реуту, Л.С. Богінському та Є.Є Петюшику приведені на рисунках 6–11.
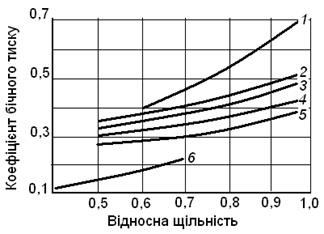 1 – Pb; 2 – Cu; 3 – Al; 4 – Fe; 5 – Ti ;
6 – W
Рисунок 6 – Залежність коефіцієнту бічного тиску від відносної щільності
1 – Pb; 2 – Cu; 3 – Al; 4 – Fe; 5 – Ti ;
6 – W
Рисунок 6 – Залежність коефіцієнту бічного тиску від відносної щільності
| 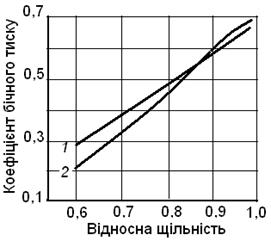 1 – луски (d=2 мм.; h=0,4 мм);
2 – сфери (d=1 мм)
Рисунок 7 – Залежність коефіцієнту бічного тиску від відносної щільності
1 – луски (d=2 мм.; h=0,4 мм);
2 – сфери (d=1 мм)
Рисунок 7 – Залежність коефіцієнту бічного тиску від відносної щільності
|
Аналізуючи їх можна відмітити, що основними параметрами, які мають переважний вплив на коефіцієнт бічного тиску є густина та вид матеріалу порошку. Також впливають розмір та форма частинок порошку, спосіб отримання та швидкість прикладання тиску при пресуванні.
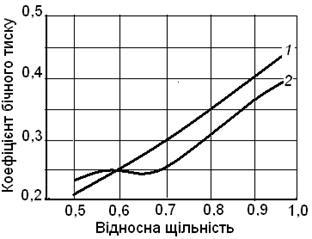 1 – dсер.= 320 мкм; 2 – dсер.= 135 мкм
Рисунок 8 – Залежність коефіцієнту бічного тиску від відносної щільності при пресуванні порошку заліза
з різним розміром частинок
1 – dсер.= 320 мкм; 2 – dсер.= 135 мкм
Рисунок 8 – Залежність коефіцієнту бічного тиску від відносної щільності при пресуванні порошку заліза
з різним розміром частинок
| 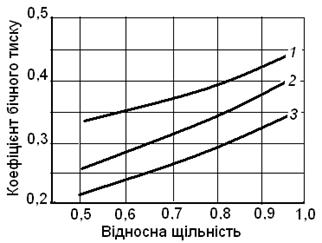 1 – Fe + фторопластова емульсія;
2 – Fe + стеарат цинку; 3 – Fe
Рисунок 9 – Залежність коефіцієнту бічного тиску від відносної щільності при пресуванні з мастилами
1 – Fe + фторопластова емульсія;
2 – Fe + стеарат цинку; 3 – Fe
Рисунок 9 – Залежність коефіцієнту бічного тиску від відносної щільності при пресуванні з мастилами
|
 1 – V=0,1м/хв. ; 2 – V=360 м/хв.
Рисунок 10 – Залежність коефіцієнту бічного тиску від відносної щільності при пресуванні з різною швидкістю порошку міді
1 – V=0,1м/хв. ; 2 – V=360 м/хв.
Рисунок 10 – Залежність коефіцієнту бічного тиску від відносної щільності при пресуванні з різною швидкістю порошку міді
|  1 – 0,9; 2 – 0,8; 3 – 0,7
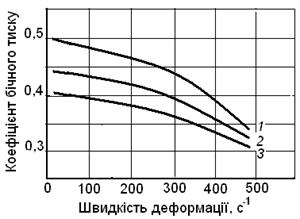
Рисунок 11 – Залежність коефіцієнту бічного тиску від швидкості деформації при пресуванні порошку міді (ПМС-1)
1 – 0,9; 2 – 0,8; 3 – 0,7
Рисунок 11 – Залежність коефіцієнту бічного тиску від швидкості деформації при пресуванні порошку міді (ПМС-1)
|
Визначити коефіціент бокового тиску з врахуванням щільності, характеристик пружності та міцності матеріалів, стану контактів між частинками можна за допомогою формули запропонованою Г.М. Ждановичом:
 , (1.7)
, (1.7)
де  ;
;
 – кут тертя між частинками;
– кут тертя між частинками;
 ,
,  – коефіцієнти Пуассона матеріалу частинок порошку і пресовки певної щільності, відповідно;
– коефіцієнти Пуассона матеріалу частинок порошку і пресовки певної щільності, відповідно;
 – відносна величина контактного перетину пресовки (див. нижче)
– відносна величина контактного перетину пресовки (див. нижче)
 ,
,
 – відносна щільність пресовки;
– відносна щільність пресовки;  – відносна насипна щільність;
– відносна насипна щільність;
 ;
;
 – параметр, який враховує конфігурацію частинки порошку в околицях контактної зони. Звичайно його приймають рівним 1,1–1,3.
– параметр, який враховує конфігурацію частинки порошку в околицях контактної зони. Звичайно його приймають рівним 1,1–1,3.
Як наголошувалося раніше, з бічним тиском безпосередньо пов'язане тертя об стінки прес-форми (зовнішнє тертя).
При пресуванні в прес-формах відбувається переміщення частинок порошку, як у вертикальній, так і в горизонтальній площинах. При переміщенні частинок уздовж стінки матриці і уздовж поверхонь пуансонів виникають сили тертя, які перешкоджають переміщенню частинок і сприяють зменшенню тиску пресування по висоті виробу по мірі віддалення від місця його прикладання.
Практичне значення має встановлення закону розподілу тиску по висоті пресовки з метою встановлення його середнього значення, розподілу щільності пресовки по її висоті і, як наслідок, визначення оптимальних параметрів пресування. Цю залежність можна встановити виходячи з наступного.
Силу тертя об стінки прес-форми можна визначити за формулою:
 , (1.8)
, (1.8)
де  – коефіцієнт тертя матеріалу об стінки прес-форми;
– коефіцієнт тертя матеріалу об стінки прес-форми;
 – бічний тиск;
– бічний тиск;
 – площа поверхні тертя.
– площа поверхні тертя.
Якщо підставити значення , яке визначається за формулою (1.4), одержуємо:
 (1.9)
(1.9)
При пресуванні в циліндрових прес-формах  .
.
Як видно з рівняння (1.9), сили тертя зростають із збільшенням висоти і діаметру виробу.
Оскільки сила тертя направлена у бік, протилежний силі пресування, то вона рівна втраті частини зусилля пресування, яка із збільшенням висоти і діаметру виробу повинна зростати відповідно до рівняння
 , (1.10)
, (1.10)
де  – зусилля пресування на відстані від рухомого пуансона;
– зусилля пресування на відстані від рухомого пуансона;
 – середній тиск пресування на відстані h від рухомого пуансона.
– середній тиск пресування на відстані h від рухомого пуансона.
Якщо ж зусилля пресування виразити через тиск пресування і площу пресування (розділивши обидві частини рівняння на  ), одержимо
), одержимо
 . (1.11)
. (1.11)
Приймаючи діаметр прес-форми постійним, а середній тиск пресування рівним тиску під пуансоном, рівняння можна представити в диференціальному вигляді:
 , (1.12)
, (1.12)
або
 . (1.13)
. (1.13)
Після інтегрування обох частин рівняння (1.13)
 ,
,
отримуємо  ,
,
або  ,
,
або  . (1.14)
. (1.14)
Після потенціювання отримуємо
 . (1,15)
. (1,15)
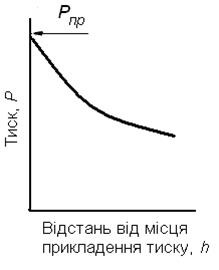 Рисунок 12 – Характер розподілу тиску по висоті пресовки
Рисунок 12 – Характер розподілу тиску по висоті пресовки
|
З рівняння (1.15) видно, що падіння тиску пресування відбувається по експоненціальному закону (рис.12). Одержана залежність дозволяє встановити приблизну закономірність зміни середнього в перетині тиску пресування по висоті пресовки. Більш точну залежність, одержану С.М. Ждановичем виходячи з гіпотези суцільності, розглянемо далі. В цілому задача встановлення характеру розподілу тиску по висоті пресовки актуальна і важлива, оскільки дозволяє встановити вплив різних чинників на характер розподілу щільності в пресовках і спечених виробах, зумовлюючи їх властивості і якість.
Дата добавления: 2015-09-07; просмотров: 1081;