Техника сварки неплавящимся электродом.
В настоящее время сварка угольным электродом находит ограниченное применение При применении вольфрамового электрода в качестве защитных используют инертные газы или их смеси и постоянный или переменный ток. Лучшие результаты при сварке большинства металлов дает применение электродов не из чистого вольфрама, а торированных, иттрированных или лантанированных. Добавка в вольфрам при изготовлении электродов 1,5—2% окислов иттрия и лантана повышает их стойкость и допускает применение повышенных на 15% сварочных токов. Перед сваркой рабочий конец электрода обычно затачивают на конус с углом 60° на длине двух-трех диаметров. Форма заточки электрода влияет на форму и размеры шва. С уменьшением угла заточки и диаметра притупления в некоторых пределах глубина проплавления возрастает.
Технологические свойства дуги в значительной мере определяются родом и полярностью сварочного тока. При прямой полярности на изделии выделяется до 70% теплоты дуги, что обеспечивает глубокое проплавление основного металла. При обратной полярности напряжение дуги выше, чем при прямой полярности. На аноде — электроде выделяется большое количество энергии, что приводит к значительному его разогреву и возможному оплавлению рабочего конца. Ввиду этого допустимые плотности сварочного тока понижены. Дугу постоянного тока обратной полярности с вольфрамовым электродом в практике используют ограниченно.
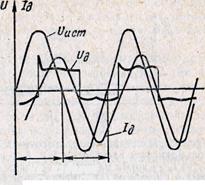
При использовании переменного тока полярность электрода и изделия меняется с частотой тока. Поэтому количество теплоты, выделяющейся на электроде и изделии, примерно одинаково. Электропроводность дуги различна в различные полупериоды полярности переменного тока. Она выше в те полупериоды, когда катод на электроде (прямая полярность) и дуговой разряд происходит в основном за счет термоионной эмиссии ввиду высокой температуры плавления и относительно низкой теплопроводности вольфрама. В полупериоды, когда катод на изделии, электропроводность дуги ниже, напряжение, требуемое для возбуждения дуги, выше, поэтому ее возбуждение происходит с некоторым опозданием (рис. 4).
В соответствии с различным напряжением дуги в разные полупериоды переменного тока различна и величина сварочного тока, т. е. в сварочной цепи появляется постоянная составляющая тока. В данном случае мы имеем дело с выпрямляющим (вентильным) эффектом рассматриваемого типа дуги, вызванным различием теплофизических свойств электрода и изделия. Величина постоянной составляющей зависит от величины сварочного тока, скорости сварки, свариваемого металла и т. д. Ее наличие ухудшает качество сварных швов на алюминиевых сплавах и снижает стойкость вольфрамового электрода. Для уменьшения величины постоянной составляющей тока применяют различные способы..
|
На изделии
- +
Рис.4 Асимметрия дуги переменного тока при сварке вольфрамовым электродом в среде аргона. Uист –напряжение источника сварочного тока, Uд –напряжение дуги, Iд –ток дуги.
Интересной разновидностью применения вольфрамового электрода является сварка погруженной дугой (рис. 5), при которой используют электрод повышенного диаметра и повышенный сварочный ток. Соединение собирают встык без разделки кромок, без зазора. При увеличении подачи защитного газа 1 через сопло до 40—50 л/мин дуга обжимается газом, что повышает ее температуру. Как и в плазматронах, проходящий через дугу газ, нагреваясь, увеличивает свой объем и приобретает свойства плазмы. Давление защитного газа и дуги 2, вытесняя расплавленный металл 4 из-под дуги, способствует ее углублению в основной металл 3.
Таким образом, дуга горит в образовавшейся в металле полости. Это позволяет опустить электрод так, чтобы дуга горела ниже поверхности металла (погруженная в металл дуга). Образующаяся ванна расплавленного металла при кристаллизации образует шов. Этим способом можно сваривать титан, алюминий, высоколегированные стали и другие металлы толщиной до 36 мм с двух сторон (чем меньше плотность свариваемого металла, тем больше толщина). Шов при этом имеет специфическую бочкообразную форму, определяемую тем, что дуга горит ниже верхней плоскости металла.
Сварку погруженной дугой можно осуществлять и в вертикальном положении на подъем. В этом случае расплавленный металл сварочной ванны, стекая вниз, удерживается кристаллизатором (медным охлаждаемым водой кокилем), который и формирует принудительно шов. Сварка возможна с одной стороны с неполным проплавлением или за два прохода с двух сторон с неполным проплавлеиием в каждый проход. При сварке погруженной дугой применяют входные и выходные планки для вы вода дефектных начального (неполный провар) и конечного (усадочная раковина) участков шва.
|
|
|
|

Рис. 5 Сварка в защитных газах вольфрамовым электродом погруженной дугой
В последние годы для сварки тонколистового металла находит применение импульсная дуга. Основной металл расплавляется дугой, горящей периодически отдельными импульсами постоянного тока (рис. 6, а) с определенными интервалами во времени. При большом перерыве в горении дуги (tп) дуговой промежуток деионизируется, что приводит к затруднению в повторном возбуждении дуги. Для устранения этого недостатка постоянно поддерживается вторая, обычно маломощная дежурная дуга от самостоятельного источника питания. На эту дугу и накладывается основная импульсная дуга. Дежурная дуга, постоянно поддерживая термоэлектронную эмиссию с электрода, обеспечивает стабильное возникновение основной сварочной дуги.
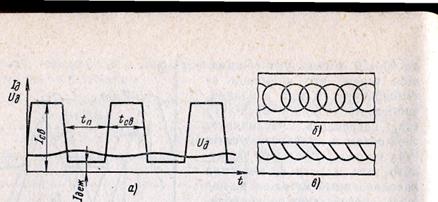
Рис. 6. Изменение сварочного тока и напряжения при импульсной сварке вольфрамовым электродом (а);I св — сварочный ток; I деж — ток дежурной дуги; ( tп - время паузы; tсв — время сварки (tсв + tп = t ц — время цикла); швы в плоскости (б) и продольном сечении (в)
Шов в этом случае состоит из отдельных перекрывающих друг друга точек (рис. 6, б и в). Величина перекрытия зависит от металла и его толщины, силы сварочного тока и тока дежурной дуги, скорости сварки и т. д. С увеличением силы тока и длительности его импульса ширина шва и глубина проплавления увеличиваются (рис. 7). Размеры шва в большей степени зависят от силы тока, чем от длительности его импульса. Благоприятная форма отдельных точек, близкая к кругу, уменьшает возможность вытекания расплавленного металла из сварочной ванны (прожога). Поэтому сварку легко выполнять на весу без подкладок при хорошем качестве во всех пространственных положениях.
Представляет определенный интерес использование внешнего магнитного поля для отклонения или перемещения непрерывно горящей дуги. Внешнее переменное или постоянное магнитное поле, параллельное или перпендикулярное к направлению сварки, создается П-образными электромагнитами. При использовании постоянного магнитного поля дугу можно отклонить в любую сторону относительно направления сварки. При от-
клонении дуги в сторону направления сварки (магнитное поле также параллельно направлению сварки) наблюдается такой же эффект, как и при сварке наклонным электродом — углом вперед. В этом случае уменьшается глубина проплавления. При отклонении дуги в обратном направлении наблюдается увеличение глубины проплавления, как при
сварке с наклоном электрода углом назад.
При переменном внешнем магнитном поле дуга колеблется с частотой внешнего магнитного поля. В результате изменяются условия ввода теплоты в изделие и, в частности, ее распределение по поверхности. При колебании дуги поперек направления сварки увеличивается ширина шва и уменьшается глубина проплавления. Это позволяет сваривать тонколистовой металл. Удобно использовать этот способ для сварки разнородных металлов (например, меди и стали и др.) небольшой толщины при отбортовке кромок.
Колебания, сообщаемые расплавленному металлу сварочной ванны, изменяют характер его кристаллизации и способствуют измельчению зерна. В результате улучшаются свойства наплавленного металла. Поэтому этот способ используют при сварке металлов, характеризующихся крупнозернистым строением металла шва, таких как алюминий, медь, титан и их сплавы. Имеется положительный опыт использования способа и при сварке высокопрочных сталей и сплавов.

|
Рис 7. Зависимость размеров шва от основных параметров импульсно –дуговой
сварки.
Сварка вольфрамовым электродом обычно целесообразна для соединения металла толщиной 0,1—6 мм. Однако ее можно применять и для больших толщин. Сварку выполняют без присадки, когда шов формируется за счет расплавления кромок, и с дополнительным присадочным металлом, предварительно уложенным в разделку или подаваемым в зону дуги в виде присадочной проволоки. Угловые и стыковые швы во всех пространственных положениях выполняют вручную, полуавтоматически и автоматически.
Для получения качественной сварки, особенно тонколистовых конструкций, следует обеспечивать точную подготовку и сборку кромок прихватками вручную вольфрамовым электродом или в специальных сборочно-сварочных приспособлениях.
Загрязнение рабочего конца электрода понижает его стойкость (образуется сплав вольфрама с более низкой температурой плавления) и ухудшает качество шва. Поэтому дугу возбуждают без прикосновения к основному металлу или присадочной проволоке, используя осциллятор. При правильном выборе силы сварочного тока рабочий конец электрода расходуется незначительно и долго сохраняет форму заточки.
Качество шва в большой степени определяется надежностью оттеснения от зоны сварки воздуха. Необходимый расход защитного газа устанавливают в зависимости от состава и толщины свариваемого металла, типа сварного соединения и скорости сварки. Соединения на рис. 8, а и б для достаточной защиты требуют нормального расхода газов. Типы соединений на рис. 8, в и г требуют повышенного расхода защитного газа, поэтому при сварке этих соединений рекомендуется применять экраны, устанавливаемые сбоку и параллельно шву. Поток защитного газа при сварке должен надежно охватывать всю область сварочной ванны, разогретую часть присадочного прутка и электрод. При повышенных скоростях сварки поток защитного газа может оттесняться воздухом.
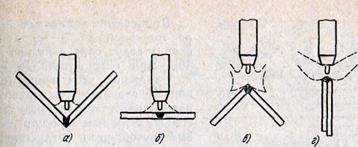
Рис.8 Расположение границы защитной струи газа при сварке соединений различных типов.
В этих случаях следует увеличивать расход защитного газа.
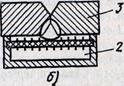
При сварке многопроходных швов с V- или Х-образной разделкой кромок первый проход часто выполняют вручную или механизированно без присадочного металла на весу. Разделку заполняют при последующих проходах с присадочным металлом. Для формирования корня шва можно использовать медные или стальные съемные подкладки, флюсовую подушку. В некоторых случаях возможно применение и остающихся подкладок. При сварке активных металлов необходимо не только получить хороший провар в корне шва, но и обеспечить защиту от воздуха с обратной стороны расплавленного и нагретого металлов. Это достигается использованием медных или других подкладок с канавками, в которые подается защитный инертный газ (рис. 9). Эта же цель в некоторых случаях достигается при использовании флюсовых подушек.
При сварке труб или закрытых сосудов газ пропускают внутрь сосуда. Инертные газы, увеличивая поверхностное натяжение расплавленного металла, улучшают формирование корня шва. Поэтому их поддув используют при сварке сталей на весу. При сварке на весу, особенно без присадочного металла, следует тщательно поддерживать требуемую величину зазора между кромками.
|
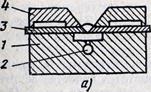
Рис.9 Подкладки для защиты от воздуха обратной стороны шва при сварке:
а) односторонней, б) двусторонней. 1 –медная подкладка, 2 –защитный газ, 3 –свариваемый металл, 4 –зажимное приспособление.

|
Рис.10 Расположение горелки и присадочного прутка при ручной аргонодуговой сварке: 1 –электрод, 2 –присадочный пруток, 3 –защитный газ, 4 –пруток.
При соединении встык металла толщиной до 10 мм ручную сварку ведут справа налево (рис. 10). При сварке металла меньшей толщины угол между горелкой и изделием устанавливают равным 60°. При сварке изделий больших толщин применяют правый способ; угол между горелкой и изделием, так же как и при сварке угловых соединений, устанавливают равным 90°.
Присадочный пруток при ручной сварке тонколистового материала вводят не в столб дуги, а несколько сбоку возвратно-поступательными движениями; при сварке металла большей толщины — поступательно-поперечными перемещениями. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки (многопроходными).
При автоматической и полуавтоматической сварке электрод располагают перпендикулярно к поверхности изделия. Угол между ним и присадочной проволокой (обычно диаметром 2—4 мм) должен приближаться к 90°. В большинстве случаев направление сварки выбирают таким, чтобы присадочный пруток находился впереди дуги (подавался в головную часть сварочной ванны).
При автоматической и полуавтоматической сварке вертикальных швов на спуск, если сварочная ванна имеет значительные размеры, возможно затекание расплавленного металла под вольфрамовый электрод, что резко уменьшает глубину проплавления и может привести к короткому замыканию. Вылет конца электрода из сопла не должен превышать 3—5 мм, а при сварке угловых швов и стыковых с глубокой разделкой — 5—7 мм. Длина дуги должна поддерживаться в пределах 1,5—3 мм. Для предупреждения непровара в начале и конце шва рекомендуется применять выводные планки. Обрывать дугу следует постепенным ее удлинением, а при автоматической сварке — уменьшением силы сварочного тока. Для предупреждения окисления вольфрама и защиты расплавленного металла в кратере после обрыва дуги защитный газ выключают через 5—10 с. Защитный газ включают за 15—20 с до возбуждения дуги для продувки шлангов от воздуха.
Дата добавления: 2015-10-13; просмотров: 1935;