ЗАЩИТНЫЕ ГАЗЫ
Защитные газы делятся на две группы: химически инертные и активные. Газы первой группы с металлом, нагретым и расплавленным, не взаимодействуют и практически не растворяются в них. При использовании этих газов дуговую сварку можно выполнять плавящимся или неплавящимся электродом. Газы второй группы защищают зону сварки от воздуха, но сами либо растворяются в жидком металле, либо вступают с ним в химическое взаимодействие.
Ввиду химической активности углекислого газа по отношению к нагретому вольфраму (окисление и разрушение вольфрама) для дуговой сварки в углекислом газе используют плавящиеся электроды или неплавящиеся (угольные или графитовые).
К химически инертным газам, используемым при сварке, относятся аргон и гелий Из химически активных газов основное значение имеет углекислый газ.
Аргон — газообразный чистый поставляется по ГОСТ 10157—73 трех сортов: высший, первый и второй. Содержание аргона соответственно равно: 99,99%; 99,98%; 99,95%. Примесями служат кислород, азот и влага.
Хранится и транспортируется аргон в газообразном виде в стальных баллонах под давлением 150 ат, т. е. в баллоне находится 6,2 м8 газообразного аргона в пересчете на температуру 20° С и давление 760 мм рт. ст. Возможна также транспортировка аргона в жидком виде в специальных цистернах или сосудах Дыоара с последующей его газификацией. Баллон для хранения аргона окрашен в серый цвет, надпись зеленого цвета.
Аргон высшего сорта предназначен для сварки химически активных металлов (титана, циркония, ниобия) и сплавов на их основе. Аргон первого сорта рекомендуется для сварки неплавящимся электродом сплавов алюминия, магния и других металлов, менее чувствительных к примесям кислорода и азота. Аргон второго сорта используют при сварке коррозионно-стойких сталей.
Гелий — газообразный чистый поставляют по техническим условиям. Содержание примесей в гелии высокой чистоты не более 0,02%, в техническом до 0,2%. Примеси: азот, водород, влага. Хранят и транспортируют гелий так же, как и аргон, в стальных баллонах емкостью 40 л при давлении 150 ат. Цвет баллона коричневый, надпись белого цвета. В связи с тем, что гелий в 10 раз легче аргона, расход гелия при сварке увеличивается в 1,5—3 раза.
Углекислый газ поставляется по ГОСТ 8050—76. Для сварки используют сварочную углекислоту сортов I и II, которые отличаются лишь содержанием паров воды (соответственно 0,178 и 0,515 Н20 в 1 м3 С02). Применяют иногда и пищевую углекислоту, имеющую в баллоне в виде примеси свободную воду, в связи с чем требуется особенно тщательное осушение газа. Углекислоту транспортируют и хранят в стальных баллонах или цистернах большой емкости в жидком состоянии с последующей газификацией на заводе, с централизованным снабжением сварочных постов через рампы. В баллоне емкостью 40 л содержится 25 кг С02, дающего при испарении 12,5 м3 газа при давлении 760мм рт. ст. Баллон окрашен в черный цвет, надписи желтого цвета.
При применении углекислого газа вследствие большого количества свободного кислорода в газовой фазе сварочная проволока должна содержать дополнительное количество легирующих элементов с большим сродством к кислороду, чаще всего SI и Мn (сверх того количества, которое требуется для легирования металла шва). Наиболее широко применяется проволока Св-08Г2С.
При применении защитных газов следует учитывать технологические свойства газов (например, значительно больший расход гелия, чем аргона), влияние на форму проплавления и форму шва и стоимость газов.
Стремление уменьшить повышенное разбрызгивание металла и улучшить формирование шва при сварке в углекислом газе дало толчок к применению смесей углекислого газа с кислородом (2—5%). В этом случае изменяется характер переноса металла; он переходит в мелкокапельный; потери металла на разбрызгивание уменьшаются на 30—40%.
При сварке сталей по узкому зазору с целью стабилизации процесса сварки и уменьшения расхода дорогого и дефицитного аргона вполне целесообразно применение двойных смесей (75% Аг + 25% С02) и тройных смесей (аргона, углекислого газа и кислорода). Для алюминиевых сплавов весьма эффективно с точки зрения производительности применение смеси, состоящей из 70% Не и 30% Аг. В этом случае значительно увеличивается толщина металла, свариваемого за один проход, и улучшается формирование шва. Газовые защитные смеси имеют весьма значительные перспективы, но широкое их применение требует организации централизованного снабжения сварочного производства смесями нужного состава. Только в этом случае применение смесей может дать значительный экономический эффект.
Тема 1.5 Основы способа сварки неплавящимся электродом. Схема процесса сварки. Неплавящиеся электроды, типы. Стойкость неплавящихся электродов. Защитные газы, основные характеристики. Влияние защитных газов на энергетические свойства дуги и защиту зоны сварки. Параметры режима сварки. Формирование шва. Импульсно-дуговая сварка. Технологические особенности сварки. Область применения. Оборудование поста аргонодуговой сварки.
Неплавящиеся электроды.
По материалу, из которого они наготовлены, могут быть угольными, графитовыми, вольфрамовыми, циркониевыми, гафниевыми. Все эти материалы относятся к группе тугоплавких. Неплавящиеся электроды служат только для поддержания горения дуги и поэтому должны обладать высокой стойкостью при высоких температурах (расход их должен быть минимальным).
Графитовые и угольные электроды различаются строением углерода. В графитовых электродах углерод имеет кристаллическое строение, в угольных — аморфное. Для угольного электрода электрическое сопротивление кубика с ребром в 1 см составляет 0,0032 Ом, для графитового 0,0008 Ом. Температура начала окисления на воздухе угольного электрода 500 °С, графитового 640 °С; следовательно, по этим показателям предпочтительнее применение графитовых электродов.
Высокая температура кипения углерода (4500 К) обеспечивает его малый расход за счет испарения, но при взаимодействии с воздухом происходит его окисление и угар с возможным науглероживанием сварочной ванны. Уменьшить разогрев электрода можно за счет увеличения его сечения. По этой причине угольные и графитовые электроды обычно применяют больших диаметров (6—20 мм и выше), что затрудняет действия сварщика.
Уменьшить диаметр электродов, исключить опасность науглероживания металла шва можно при применении электродов из тугоплавких металлов. Наиболее широкое применение для сварки имеют вольфрамовые электроды диаметрами 1—6 мм, с высокой механической прочностью и сравнительно небольшим электрическим сопротивлением. Температура плавления вольфрама 3377 °С, температура кипения 4700 °С. Вольфрамовые стержни изготовляют из порошка (чистотой 99,7%), который прессуют, спекают и проковывают, в результате чего отдельные его частицы свариваются. Заготовки подвергают волочению для получения стержней необходимых диаметров.
Вольфрамовые электроды изготовляют из чистого вольфрама и с присадками окислов лантана или иттрия, а также металлического тантала. Легирование вольфрама окислами иттрия или лантана в небольшом количестве резко увеличивает эмиссионную способность вольфрама-катода, в результате чего возрастает стойкость электродов (способность длительное время сохранять заостренную форму) при максимальных токах, повышается стабильность горения дуги. Однако все электроды на основе вольфрама требуют при сварке защиты их инертными газами от окисления кислородом воздуха.
Циркониевые и гафниевые электроды используют в плазматронах при тепловой резке металла.
ДУГОВАЯ СВАРКА ПОРОШКОВЫМИ ПРОВОЛОКАМИ
Отсутствие флюсовой аппаратуры, усложняющих процесс сварки ли повышающих его трудоемкость (засыпка и уборка флюса и др.). Возможность наблюдения при полуавтоматической сварке за направлением электрода в разделку, особенно при сварке с его поперечными колебаниями, а также за образованием шва — основные преимущества сварки порошковыми проволоками. Изменение состава наполнителя сердечника порошковой проволоки позволяет воздействовать на химический состав шва и технологические характеристики дуги.
Сущность способа. Конструкция порошковой проволоки определяет некоторые особенности ее расплавления дугой. Сердечник проволоки на 50—70% состоит из неметаллических материалов и поэтому его электросопротивление велико — в сотни раз больше, чем металлической оболочки. Поэтому практически весь сварочный ток проходит через металлическую оболочку, расплавляя ее. Плавление же сердечника, расположенного внутри металлической оболочки, происходит в основном за счет теплоизлучения дуги и теплопередачи от расплавляющегося металла оболочки. Ввиду этого сердечник может выступать из оболочки (рис.12), касаться ванны жидкого металла или переходить в нее частично в нерасплавленном состоянии. Это увеличивает засорение металла шва неметаллическими включениями.

Рис.12 Плавление металлической оболочки и сердечника порошковой проволоки
Техника сварки. Обычно порошковые проволоки используют для сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и угловых швов в различных соединениях практически не отли-1 чается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ванны, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака.
Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченным усилием сжатия проволоки в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотеку-чим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги.
Наличие на поверхности сварочной ванны шлака, замедляя кристаллизацию расплавленного металла, также ухудшает условия образования шва в пространственных положениях, отличных от нижнего. Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, — повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке. Кроме того, нерасплавившиеся компоненты сердечника, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры.
В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор . Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а кроме того, смазка и ржавчина, следы которых имеются на металлической ленте.
Порошковую проволоку можно использовать и при сварке в углекислом газе. Вероятность образования в швах пористости в этом случае снижается. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой.
Формирование сварочной ванны и влияние условий сварки на геометрические размеры шва
Влияние источника теплоты на формирование сварочной ванны.
Образование сварочной ванны — важнейший этап получения неразъемных соединений при сварке плавлением. Форма и размеры ванны определяют геометрические размеры швов. Последние существенно влияют на эксплуатационные характеристики получаемых соединений.
Источники теплоты, применяемые при сварке плавлением, обеспечивая местный нагрев и расплавление кромок соединяемых элементов, в большинстве случаев оказывают на расплавляемый металл давление, которое вытесняет его из участка с наибольшей интенсивностью нагрева в хвостовую часть ванны. В результате этого в ванне устанавливается разность уровней металла и изменяется очертание зоны расплавления.
На рис. 1 приведены схемы продольного и поперечного сечений ванны и шва, которые получены при проплавлении пластины сосредоточенным подвижным идеализированным (точечным или линейным) источником теплоты, не оказывающим давления на ванну жидкого металла (а), и обычным источником теплоты, оказывающим давление на ванну (б). При одинаковых энергетических характеристиках источников и одинаковой скорости их перемещения, при проплавлении пластины источником, оказывающим давление на ванну, достигается большая глубина проплавления. Это объясняется следующим. При идеализированном источнике нагрев металла осуществляется за счет теплопроводности, и очертания зоны расплавленного металла соответствуют положению изотермы с температурой плавления при установившемся процессе. При применении реальных источников в связи с вытеснением расплавленного металла в хвостовую часть ванны уменьшается толщина жидкой прослойки и создаются условия для дополнительного смещения изотермы плавления в глубь металла. Давление на расплавленный металл определяет разность его уровней в ванне (h).
При сварке плавлением в ванну добавляют присадочный металл за счет которого образуется усиление шва и проплав (рис. 2).
В зависимости от свойств источника нагрева, степени сосредоточенности теплоты в пятне, давления на ванну, а также режима процесса геометрические размеры шва и соотношения между. ними могут существенно изменяться.
Параметры режима сварки плавлением и их влияние на размеры сварочной ванны и шва
Форму и размеры ванны можно оценить, используя основные положения теории распространения теплоты при сварке.
Для образования сварочной ванны и шва применяют различные источники на-- грева. Они характеризуются полной и эффективной мощностью.
Полную мощность источника нагрева (q0) определяют по выходным параметрам, например по величине тока и напряжения дуги или электронного луча, мощности светового, плазменного и других потоков. На нагрев металла при сварке расходуется не вся мощность источника, а только часть ее, называемая эффективной тепловой мощностью д.
Проведенный анализ показывает, что основным и определяющим параметром режима сварки плавлением является величина погонной энергии  . Этот параметр характеризует тепловложение на единицу длины и в значительной степени определяет геометрические размеры ванны и шва.
. Этот параметр характеризует тепловложение на единицу длины и в значительной степени определяет геометрические размеры ванны и шва.
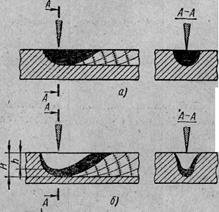
Рис. 1 Ванна и очертания зоны расплавления при проплавлении пластины
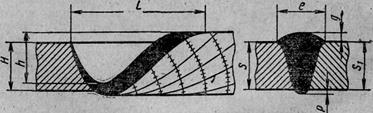
Рис. 2 Продольные и поперечные сечения ванны и шва и их основные размеры
Полную мощность источника нагрева (q0) определяют по выходным параметрам, например по величине тока и напряжения дуги или электронного луча, мощности светового, плазменного и других потоков. На нагрев металла при сварке расходуется не вся мощность источника, а только часть ее, называемая эффективной тепловой мощностью д.
Проведенный анализ показывает, что основным и определяющим параметром режима сварки плавлением является величина погонной энергии . Этот параметр характеризует тепловложение на единицу длины и в значительной степени определяет геометрические размеры ванны и шва.
С увеличением погонной энергии возрастают размеры и форма шва. При одинаковой погонной энергии по мере увеличения сосредоточенности источника теплоты возрастает глубина проплавления и сокращается ширина шва.При одинаковой сосредоточенности источника и одинаковой погонной энергии то же происходит при увеличении давления на ванну.
При сварке одним и тем же источником теплоты при одинаковой погонной энергии определенное влияние на соотношение геометрических размеров шва может оказывать режим процесса. Так, например, при повышении скорости сварки и одновременном увеличении тепловой мощности источника нагрева (из условия сохранения постоянства погонной энергии) обычно наблюдается увеличение глубины, проплавления. Это связано с повышением термического КПД процесса и увеличением давления источника нагрева на ванну при повышении его мощности.
Формирование сварочной ванны и шва в различных пространственных положениях.
Важным фактором, влияющим на геометрические размеры шва и глубину проплавления, является пространственное расположение шва при сварки. При вертикальном расположении создаются особенно благоприятные условия для проплавления металла благодаря удалению расплавляющегося металла за счет давления источника под действием силы силы тяжести (рис.3)

|
Рис.3 Сварка вертикальных соединений Рис. 4 Сварка в нижнем положении
со свободным формированием швов а) без наклона, б) наклон по
а) снизу вверх, б) сверху вниз. направлению сварки (на спуск),
Рм - сила тяжести расплавленного в) наклон против направления сварки
металла. (на подъем)
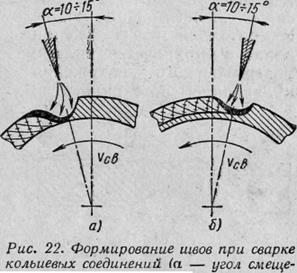
.В связи с этими же обстоятельствами при сварке изделий в наклонном положении на подъем глубина проплавления возрастает, сварке на спуск — снижается. В первом случае металл под действием силы тяжести перетекает в хвостовую часть ванны, уменьшая толщину расплавленной прослойки, во втором случае год действием силы тяжести металл затекает в головную часть ванны, опережая источник теплоты, и увеличивает толщину расплавленной прослойки (рис. 4). Формирование швов на спуск и на подъем имеет место при сварке кольцевых поворотных швов, расположенных в вертикальной плоскости. Условия формирования швов зависят от смещения источника нагрева относительно верхней точки окружности (рис. 5). При смещении источника нагрева в сторону, противоположную вращению изделия, происходит формирование шва на спуск; по направлению вращения изделия — на подъем.
При сварке кольцевых швов изделий небольшого диаметра возникает опасность стекания расплавленного металла из ванночки. Предупредить стекание можно сокращением длины ванны за счет изменения режима или смещением источника против вращения. Обычно используют оба пути; сварку поворотных стыков кольцевых швов малых диаметров, как правило, ведут на спуск при небольшой глубине проплавления.
Удержание ванны от стекания приобретает особенно важное значение при сварке в вертикальном и потолочном положениях.
При сварке в вертикальном положении процесс можно вести вниз (на спуск) и снизу вверх (на подъем) (рис. 3). В обоих случаях сила веса ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны от стекания способствует давление источника источника. При сварке на подъем ванна удерживается только силами поверхностного натяжения. При сварке в вертикальном положении для удержания ванны приходится ограничивать тепловую мощность и размеры ванны. Большой эффект достигается с применением импульсного введения теплоты.
|
Рис.5 Формирование швов при сварке кольцевых соединений
а) на подъем, б) на спуск.
Большое распространение получила сварка вертикальных соединений с двусторонним принудительным формированием шва. Сварку ведут снизу вверх с расположением источника нагрева в направлении оси шва. Сварку с двусторонним принудительным формированием (электрошлаковую, дуговую) применяют для соединения толстостенных элементов.
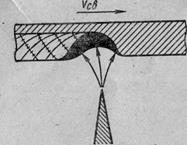
Выполнение сварных соединений в потолочном положении (рис. 6) осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением источника. Для удержания ванны в потолочном положении также необходимы меры по ограничению ее объема.
Примером формирования шва во всех пространственных положениях, в том числе и промежуточных, может служить сварка неповоротных стыков кольцевых швов (рис. 7). В различных участках создаются неодинаковые условия существования ванны и соответственно меняется ее форма. Наибольшая глубина проплавления сварочной ванны достигается при угле поворота источника нагрева, равном 270°. При этом формирование шва осуществляется на подъем, Наименьшая глубина соответствует повороту источника на 90° и формированию шва на спуск. Для поддержания постоянства параметров ванны и шва в процессе сварки необходимо изменять режим, например величину сварочного тока, скорость сварки, давление защитного газа над сварочной ванной и др.
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении горизонтальных сварных соединений в вертикальной плоскости (рис. 8). Расплавленный металл ванны натекает на-нижнюю свариваемую кромку. Это приводит к образованию несимметричного усиления шва, а в ряде случаев и подрезов. При сварке горизонтальных швов требования к сокращению размеров сварочной ванны особенно жесткие.

|
|
Рис.6 Формирование ванны
и шва в потолочном положении
Рис.7 Формирование шва и зависимость
глубины проплавления от положения
ванны в пространстве при сварке непово-
ротных кольцевых соединений
|
Рис. 8 Формирование горизонтального шва при сварке в вертикальной
плоскости
Формирование проплава сварного шва. Важные факторы, влияющие на работоспособность соединений,— форма и величина проплава в корне шва. На рис. 9 показаны силы, действующие на ванну жидкого металла в процессе ее формирования в нижнем
положении. Ванна удерживается на весу силами поверхностного
натяжения Рп
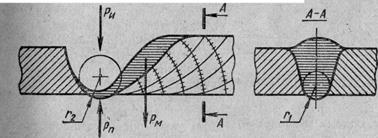
Рис.9 Схема формирования проплава сварного шва: r1 – радиус кривизны проплава
 г —
г —
|
в поперечном сечении, r2 – то же в продольном сечении
 ,
,
где  - поверхностное натяжение расплавленного металла, r – радиус кривизны.
- поверхностное натяжение расплавленного металла, r – радиус кривизны.
Поверхностное натяжение уравновешивает давление Ри, оказываемое на ванну источником теплоты, и металлостатическое давление Рм =  , определяющееся глубиной ванны и плотностью металла. Условие удержания ванны на весу
, определяющееся глубиной ванны и плотностью металла. Условие удержания ванны на весу
Из этого выражения следует, что удержание ванны облегчается при уменьшении радиуса кривизны проплава r, определяющегося его размерами впоперечном r1и продольном r2 сечениях (Рис. 9).
В общем случае можно считать, что по мере увеличения погонной энергии и уменьшения сосредоточенности, источника теплоты возрастает ширина и протяженность проплава. Соответственно возрастают радиусы кривизны его поверхности в двух взаимно перпендикулярных направлениях. В момент, когда величина одного из радиусов станет больше некоторого критического значения, металлостатическое давление расплавленного металла и сила давления источника нагрева превысят силы поверхностного натяжения, удерживающие ванну. Произойдет разрыв поверхностного слоя в проплаве, и жидкий металл вытечет из ванны, образуя прожог.
Явление прожога особенно часто наблюдается при сварке металла малой толщины. Объясняется это тем, что применяемые при сварке источники теплоты имеют размеры пятна нагрева, соизмеримые а толщиной свариваемых элементов. Образуется ванна, по ширине в несколько раз превосходящая толщину свариваемого металла. Удержание такой ванны на весу усложняется особенно при наличии давления источника. Применительно к сварке тонкого металла задача предупреждения прожогов решается путем периодического импульсного введения теплоты и формирования шва из отдельных точек, перекрывающих друг друга.
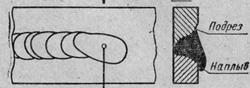
Общая мера предупреждения прожогов и обеспечения формирования проплава требуемой формы — применение подкладок (рис. 10). Различают остающиеся подкладки и съемные. Съемные подкладки разделяют на медные, стальные, графитовые, флюсовые и др. В съемных металлических или графитовых подкладках большое значение имеет форма канавки. В практике большое распространение получили подкладки с широкой канавкой, прямоугольного сечения (рис. 10, а). Такие подкладки удобны в технологическом отношении, поскольку их можно устанавливать с некоторым смещением относительно стыка. Недостаток этих подкладок — неудовлетворительное формирование проплава при сварке на повышенных режимах. Натеки проплава на основной металл (рис. 11, б) становятся концентраторами напряжений и очагами коррозии.
Наиболее приемлема, но более сложна для применения в производстве глубокая профилированная канавка (рис. 11, в). При сварке на такой подкладке проплав формируется на весу благодаря отводу теплоты стенками канавки. Радиус проплава по мере увеличения провисания металла уменьшается. В результате увеличивается противодавление, создающееся силами поверхностного натяжения.

|
Рис. 10 Основные виды подкладок: а)- съемная металлическая с канавкой,
б)- то же , с подачей защитного газа в отверстие канавки, в)- съемная флюсовая,
г)- остающаяся стальная

а) 5) . в)
Рис.11 Формирование проплава при сварке на съемных подкладках
Тема 1.6 Основы способа электрошлаковой сварки. Сущность способа сварки. Выделение тепловой мощности в шлаковой ванне. Расплавление присадочного и основного металлов. Разновидности электрошлаковой сварки. Параметры режима сварки и их влияние на формирование шва и образование сварного соединения. Технологические особенности сварки. Область рационального применения.
Дата добавления: 2015-10-13; просмотров: 2339;